
Диетические блюда из капусты
Благодаря вкусовым качествам капусты, калорийности, легкости приготовления, длительности хранения и высокому содержанию полезных веществ, которые сохраняются в капусте достаточно долго, этот овощ занял одно из ведущих мест в диетологии. Капусту употребляют в свежем, отварном, печеном, тушеном, жареном, квашеном, маринованном виде, а также используют в кулинарии в качестве начинки. Для диеты капусту, калорийность которой напрямую зависит от способа ее приготовления, рекомендуют употреблять в сыром либо отварном виде, а также квашеную либо тушеную.
Сколько калорий в тушеной капусте? Существует несколько способов приготовления диетических блюд из капусты, в том числе тушения. При добавлении растительных жиров при тушении капусты калорийность ее увеличивается до 118 калорий. При добавлении животных жиров в капусту калорийность ее может достигать до 168 калорий на 100 г продукта. Наиболее оптимальным способом приготовления тушеной капусты является добавление 1 столовой ложки растительного масла (предпочтительнее оливкового) и 100 мл воды, доведенной до кипения, а также специй, соли и сахара. Капуста тушится до готовности. При приготовлении капусты таким способом можно не задумываться, сколько калорий в тушеной капусте, и употреблять блюдо без существенных ограничений. Некоторые рецепты рекомендуют вместо воды добавлять куриный бульон в капусту, калорийность которой значительно увеличится. При таком способе приготовления капусты калорийность достигает 130 калорий на 100 г готового блюда.
К числу блюд из свежей капусты, калорийность которой сохраняется на низком уровне, относятся различные салаты, для которых также применяется капуста квашенная.Калорийность такого блюда будет варьироваться в зависимости от дополнительных ингредиентов: овощей, мяса, заправок. Для сохранения минимального уровня калорий в квашеной капусте, ее рекомендуют употреблять с небольшим количеством растительного масла. Капуста квашеная, калорийность которой сохраняется на предельно низком уровне, представляет собой незаменимый источник витаминов и ценных питательных веществ на зиму. Данное диетическое блюдо из капусты поможет разнообразить рацион любой диеты, не нарушив дневной лимит калорийности питания.
Симптомы
Если произошел перелом костей предплечья, признаки такого повреждения возникают практически сразу. К основным симптомам переломов предплечья относят следующие:
- интенсивные болезненные ощущения, усиливающиеся при попытках выполнить какое-либо движение конечностью;
- отечность в области локализации повреждения;
- при закрытом типе травмы возможна деформация плеча, а открытый перелом характеризуется образованием раны с обильным кровотечением;
- возникновение гематомы.
Нередко при переломах предплечья у пострадавших наблюдается не только деформация, но и значительное уменьшение длины конечности. Чтобы избежать серьезных осложнений, оказание первой помощи при переломе предплечья и транспортировка пострадавшего в ближайший травматологический пункт должны проводиться максимально быстро и правильно.
В случае открытого перелома наблюдается сильное повреждение мягких тканей
Очень важно, чтобы пострадавший, а также люди, оказывающие первую помощь, не поддавались панике и выполняли все действия максимально правильно
Варианты диагностики проблемы
Чтобы сделать ремонт и устранить микротрещины, нужно быть полностью уверенным в том, что они есть. Рассмотрим несколько вариантов диагностики, которые можно провести дома.
Магнитно-порошковая диагностика
Метод является самым оперативным видом ремонта в обнаружении микротрещин. Заключается в следующем: со всех сторон головки блока цилиндров установить магниты. ГБЦ сверху обсыпать металлической стружкой, она начнет перемещаться к магнитам, оставаясь на трещинах и вмятинах. Так, заметить трещинки не составит труда.
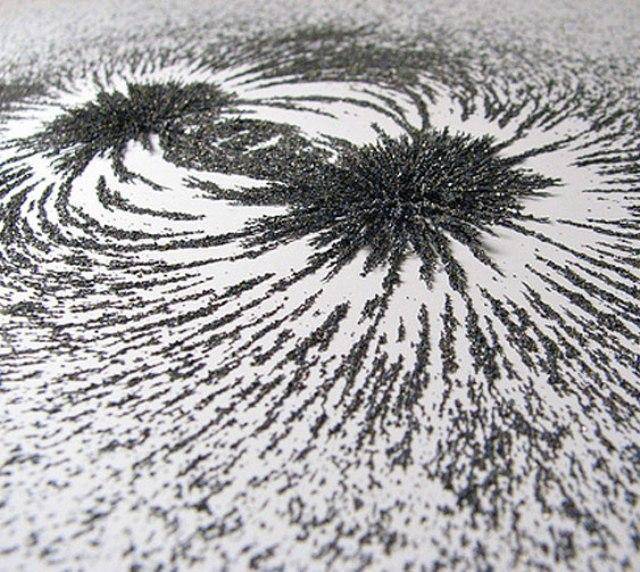
Металлическая стружка для диагностики
Диагностика при помощи жидкости
Чтобы проверить ГБЦ на наличие дефектов этим методом, понадобится специальная красящая жидкость.
- Поверхность головки тщательно промыть, для этого использовать ацетон, керосин или другой вид растворителя.
- Специальную жидкость нанести на очищенную поверхность и подождать несколько минут.
- Затем чистой тряпкой смыть остатки жидкости. Если на ГБЦ есть дефекты, то они будут видны невооруженным глазом.
Проверка давлением
Способ может быть реализован несколькими методами: с погружением головки цилиндров под воду и без него. Сделать проверку с погружением в воду:
- Если решили произвести диагностику с погружением головки цилиндров в воду, то нужно плотно закрыть все каналы контура верхней части агрегата, после чего поместить его в емкость и налить туда горячую воду.
- Затем в контур ГБЦ подать сжатый воздух и там, где появятся пузырьки, будут находиться микротрещины.

Оборудование для диагностики давлением Метод без погружения блока в воду осуществляется для поиска дырочек в пробитых шинах:
- необходимо крепко закрыть все каналы контура ГБЦ.
- После этого на поверхность крышки головки следует налить мыльный раствор.
- В контур нужно подать воздух. Там, где на поверхности головки будет обнаружен дефект, появятся мыльные пузырьки.
Проверка водой
Метод не отличается от предыдущего. Разница только в том, что головку не нужно опускать в воду, а воду следует залить в нее:
- Все отверстия герметично закрыть.
- В канал налить воды побольше.
- Затем, используя обычный насос, нужно накачать воздуха в канал, чтобы сделать давление не менее 0.7 МПа.
- После необходимо дать постоять головке несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Значит, без ремонта не обойтись.

Аргонная сварка поверхности
Как можно проверить
Прежде чем сделать ремонт или произвести замену ГБЦ, ее необходимо проверить. Ниже рассмотрим способы, которые позволят выявить наличие повреждений на головке блока цилиндров в домашних условиях. Видео о диагностике ГБЦ на предмет микротрещин снято каналом Ремонт гидравлики.
Магнитно-порошковая диагностика
Этот способ — наиболее быстрый вариант узнать о наличии дефектов. Суть метода заключается в установке магнитов со всех сторон ГБЦ. После их монтажа головку блока следует обсыпать металлической стружкой. Это приведет к ее перемещению к магнитам. А на дефектах стружка будет оставаться, что позволит выявить повреждения.
Проверка давлением
Обнаружить трещину в ГБЦ можно несколькими способами: произвести погружение головки под воду или не делать этого. Способ диагностики с погружением ГБЦ:
- Демонтируйте головку блока цилиндров с двигателя. Процесс снятия мы описывать не будем, поскольку он индивидуальный для каждого транспортного средства.
- Плотно закройте все каналы контура в верхней части устройства.
- Погрузите головку блока в емкость. Налейте в нее горячую воду. Емкость должна быть большой, чтобы ГБЦ полностью была погружена в нее.
- После этого в контур устройства подайте сжатый воздух. В месте, где появились пузырьки, есть дефекты и трещины.
Можно не погружать ГБЦ в воду:
- Надежно закройте все каналы на контуре устройства.
- Приготовьте мыльный раствор, для этого смешайте мыло с водой.
- На плоскость крышки ГБЦ налейте получившийся раствор.
- Подайте сжатый воздух в контур. В месте, где появились мыльные пузырьки, имеются микротрещины. Видео о диагностике ГБЦ под давлением снял Павел Шилин.
Проверка водой
Этот способ выполняется с помощью воды. Только головку блока цилиндров опускать в нее не нужно, жидкость заливается непосредственно внутрь. Для диагностики вам потребуется насос:
- Плотно закройте все имеющиеся отверстия.
- В канал устройства налейте жидкость.
- Возьмите насос и накачайте воздух в канал. Желательно, чтобы инструмент был с манометром. Давление подачи воздуха должно составить не меньше 0.7 МПа.
- После этого ГБЦ должна постоять 2-3 часа. Если вода из нее уйдет, это говорит о наличии микротрещин на корпусе. Соответственно, потребуется более детальная диагностика и ремонт.
Диагностика при помощи жидкости
Как проверяют ГБЦ на предмет наличия микротрещин с применением красящей жидкости:
- Сначала поверхность устройства необходимо полностью промыть. Для очистки воспользуйтесь ацетоном или другим растворителем. Можно использовать и керосин.
- После надо подготовить красящуюся жидкость. Она наносится на поверхность головки блока, после этого ждете 3-5 минут.
- Затем надо воспользоваться ветошью для смыва остатков жидкости. Вам необходимо посмотреть на корпус ГБЦ — при наличии трещин вы сможете увидеть повреждения.
Диагностика и способы устранения повреждений
Такое неприятное понятие как «трещина», наверное, в любом случае имеет негативное значение, будь то переносный смысл или прямой, трещины — это всегда плохо. Появление трещин в головке блока цилиндров (ГБЦ) не сулят владельцу ничего хорошего, в лучшем случае дорогостоящий ремонт, в худшем капремонт или полная замена мотора.
Причины появления трещин в головке блока цилиндров
Чаще всего трещины в ГБЦ появляются в результате механических повреждений, перегрева или по причине замерзания охлаждающей жидкостив системе охлаждения.
Признаки появления трещин в ГБЦ:
- Постепенное снижение уровня охлаждающей жидкости (ОЖ) в системе;
- Пузырьки в расширительном бачке системы охлаждения;
- Масло в антифризе или наоборот;
- Появление воздушной пробки;
- Постоянные проблемы с температурой ОЖ (то слишком большая, то наоборот).
Как найти трещину в ГБЦ?
Несмотря на вышеперечисленные признаки, найти саму трещину бывает довольно сложно, а порой и вовсе невозможно. Даже опытный «моторист» может очень долго искать место образования трещины. Все дело в том, что на разных моторах трещины появляются в разных местах.
Перечислим основные места появления трещин в ГБЦ
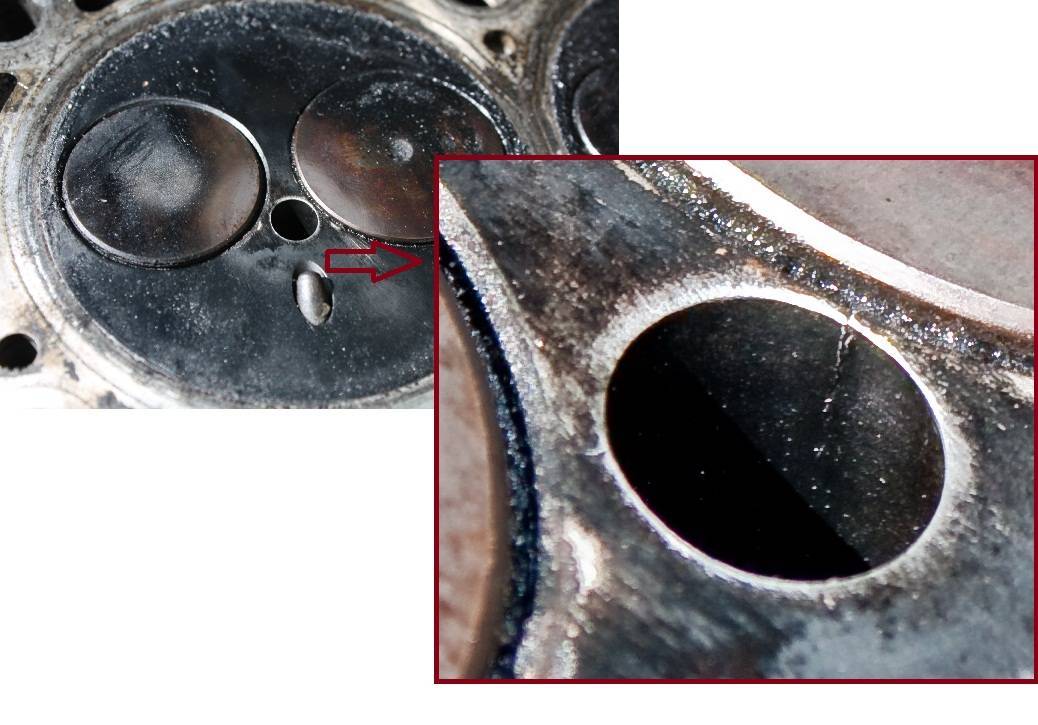
- Между клапанами. Как правило, трещину видно сразу, она проходит под седлами двух соседних клапанов.
- Между клапаном и свечой. Ситуация похожая, и сама трещина видна сразу, искать ее не придется.
- На дизельных моторах трещина легко может образоваться в месте расположения клапана и уйти в сторону форкамеры. Опять же, поиск этой трещины не займет много времени и сил. Однако если трещина в ГБЦ образуется под форкамерой, увидеть ее вряд ли удастся.
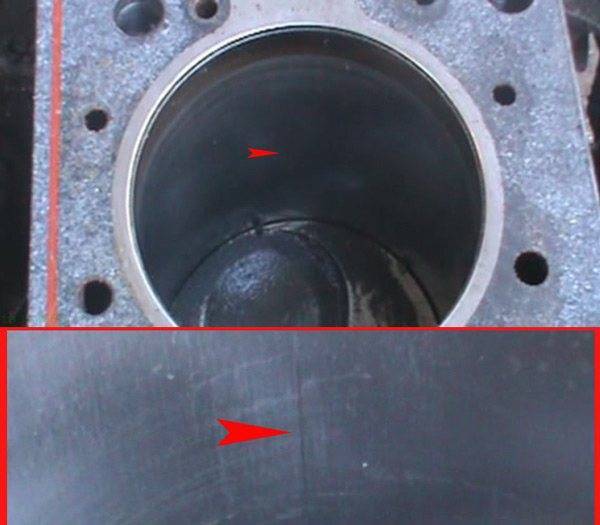
- Под направляющей клапана. Это место также одно из неприятных с точки зрения обнаружения. Первое — в канале достаточно темно, второе — трещина прикрыта направляющей втулкой. В такой ситуации необходим особый подход и диагностика.
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.







Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
-
Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5)
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.

Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.

Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
Мне нравится2Не нравится2
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Вероятные симптомы и причины
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ
Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору
Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.
Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
Места расположения дефектов, за устранение которых браться не стоит.
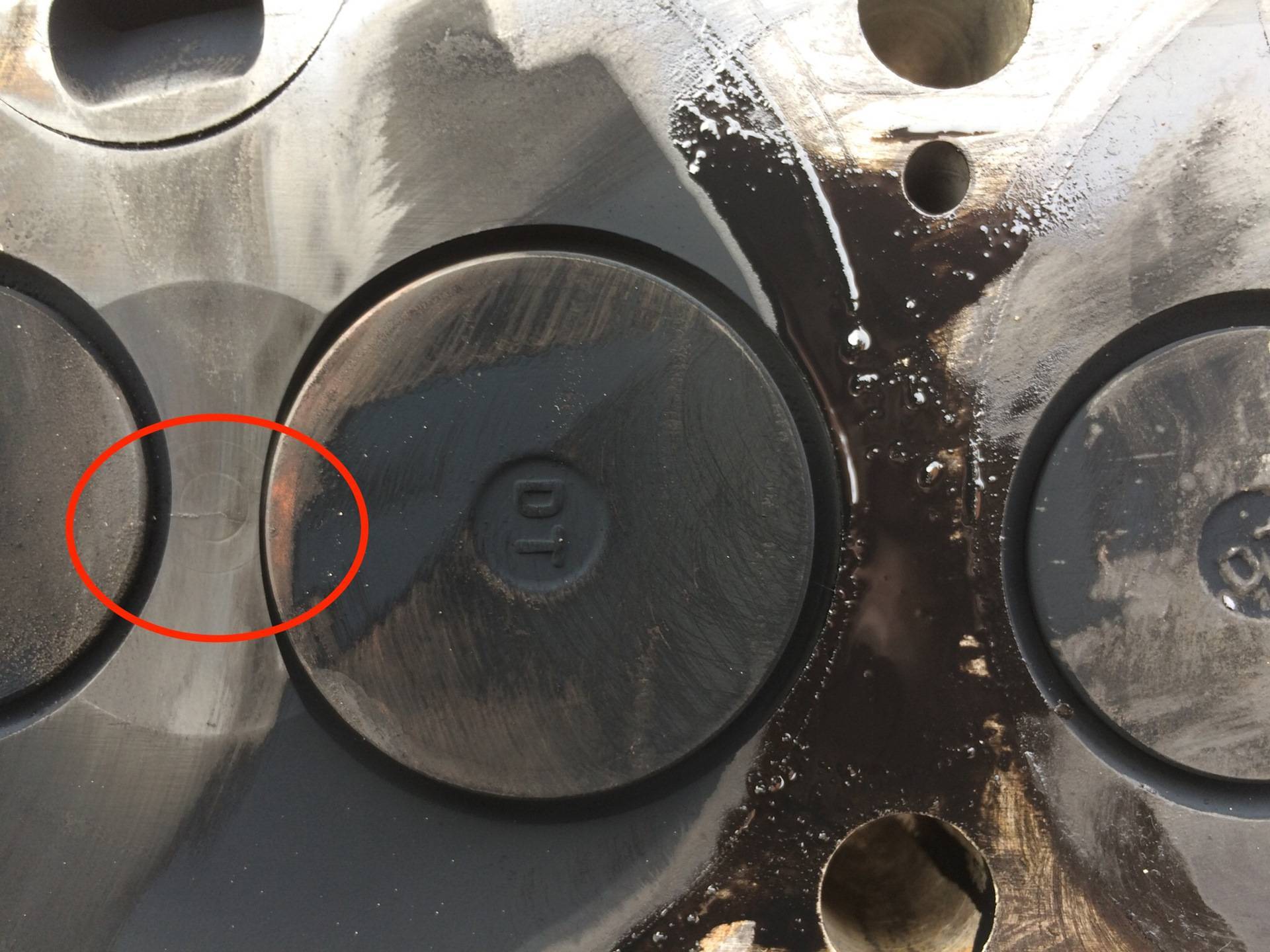
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Ремонт клапанных седел
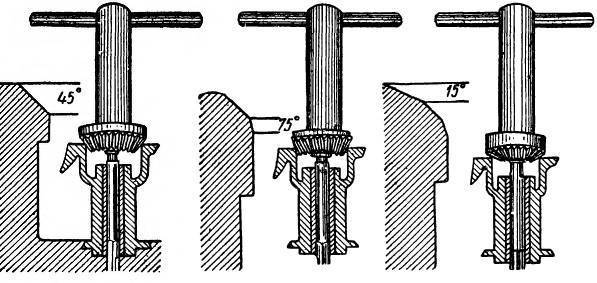
Небольшой износ клапанного седла устраняют притиркой к нему клапана. При значительном износе клапанное седло фрезеруют конусными фрезами, вначале черновой фрезой с углом 45° (седло выпускного клапана двигателя ЗИС-120 фрезеруют фрезой с углом 30°), затем фрезой с углом 75° (снимают нижнюю фаску) и, наконец, фрезой с углом 15° (снимают верхнюю фаску). После этого седло окончательно обрабатывают чистовой фрезой с углом 45°.
Фрезерование можно производить только в том случае, если направляющие втулки клапанов мало изношены или они новые и обеспечивают плотную посадку стержня фрезы. При фрезеровании не следует снимать излишний слой металла, чтобы не уменьшить срок службы седла.
После фрезерования седло шлифуют конусным камнем при помощи электродрели и притирают клапан. При большом износе седла или после неоднократного фрезерования, когда верхняя кромка головки клапана опускается ниже кромки седла на 0,5 мм, гнездо растачивают на сверлильном станке торцевой фрезой и впрессовывают в него чугунное кольцо с натягом 0,12—0,2 мм, которое затем обрабатывают коническими фрезами в последовательности, указанной выше. Если же в блоке предусмотрена установка сменных седел, то изношенное седло заменяют новым ремонтного размера.
Для замены седла клапана необходимо:
- Выпрессовать изношенное седло из блока, пользуясь специальным съемником; съемник установить в седло так, чтобы его рычажки были ниже кольцевого пояска седла; затем подвернуть винт разжимного конуса и натяжной гайкой выпрессовать седло.
- Расточить гнездо в блоке торцевой фрезой, учитывая посадку седла с натягом 0,12—0,2 мм.
- Запрессовать новое седло и расчеканить его края оправкой.
- Прошлифовать седло и притереть к нему клапан.
Заводы выпускают седла ремонтных размеров с наружным диаметром, увеличенным на 0,05 и 0,25 мм для двигателей ГАЗ-51 и М-20 «Победа» и на 0,5 мм — для двигателя автомобиля «Москвич».
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.










Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
https://youtube.com/watch?v=0N9eu6pmi-8
-
Тосол в блоке цилиндров двигателя: причины и способы…
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта. Читать далее
-
Какой герметик лучше для двигателя автомобиля?
Виды герметиков для двигателя автомобиля: анаэробные, силиконовые, ремнотные. Принцип дейсвтия, отличия, сферы применения. Как выбрать лучший герметик. Читать далее
-
Последствия перегрева двигателя автомобиля
Почему возникает перегрев двигателя. Чего ожидать водителю и какие поломки могут возникнуть, если двигатель перегрелся. Что делать в случае перегрева ДВС. Читать далее
-
Эмульсия на щупе уровня масла: причины возникновения
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы. Читать далее
-
Разминусовка двигателя: зачем она?
В чем заключается и для чего необходима разминусовка силового агрегата. Основные преимущества данного решения, установка дополнительной массы своими руками. Читать далее
-
Блок цилиндров двигателя
Назначение блока цилиндров в конструкции ДВС. Разновидности, материалы и способы изготовления. Преимущества и недостатки блоков из чугуна и алюминия. Читать далее
Как отремонтировать трещину
Способ, который следует использовать для устранения проблемы, зависит от размера предполагаемой трещины. Если она слишком велика, разумнее будет провести замену блока, а не ремонтировать его.

Сварка
Это самый доступный и популярный метод для устранения трещин. Однако сам процесс достаточно сложный: необходимо чётко соблюдать технологию, иначе в процессе работы двигателя швы могут разойтись.
Для начала нужно засверлить концы трещины на блоке цилиндров. Это делается для того, чтобы избежать возможного увеличения размеров трещины. Проводить сварку и дальнейшую шлифовку нужно под прямым углом (90 градусов).
Теперь можно приступать непосредственно к сварке. Разогрейте блок цилиндров до 650 градусов по Цельсию, а затем пи помощи флюса и присадочного чугунно-медного прута наложите сплошной шов. Остывание детали должно проводиться в специальном термошкафу.
Внимание! Ни в коем случае не охлаждайте деталь резко, иначе шов может разорваться. Сваривание можно проводить и без разогревания детали, но для этого придётся использовать электрическую сварку медные электроды в жестяной обёртке. После завершения работ обязательно обезжирьте получившийся шов ацетоном или специальным составом
Затем нанесите на него шпателем слой эпоксидной пасты и просушите при комнатной температуре в течение 24 часов. В конце обязательно отшлифуйте обработанный шов
После завершения работ обязательно обезжирьте получившийся шов ацетоном или специальным составом. Затем нанесите на него шпателем слой эпоксидной пасты и просушите при комнатной температуре в течение 24 часов. В конце обязательно отшлифуйте обработанный шов
Сваривание можно проводить и без разогревания детали, но для этого придётся использовать электрическую сварку медные электроды в жестяной обёртке. После завершения работ обязательно обезжирьте получившийся шов ацетоном или специальным составом. Затем нанесите на него шпателем слой эпоксидной пасты и просушите при комнатной температуре в течение 24 часов. В конце обязательно отшлифуйте обработанный шов.

Наложение эпоксида и стеклоткани
Это самый простой способ устранения трещин. Заключается он в нанесении поверх повреждённого участка дополнительного слоя из эпоксидной пасты и стеклоткани.
Перед началом работ обязательно обезжирьте участок, чтобы составы лучше приклеились, иначе трещина может снова открыться через некоторое время. Затем по очереди уложите несколько слоёв пасты и столько же стеклоткани
Обратите внимание на то, что в последнюю очередь должен лечь слой эпоксида
Метод SEAL-LOCK
Этот современный метод считается самым трудоёмким, но при этом и наиболее удобным. Для его применения не нужно вытаскивать сам двигатель, все манипуляции производятся без демонтажа. Суть технологии в заполнении найденных трещин мягким металлом.
- Сначала локализуйте повреждения и засверлите трещину с краёв.
- Затем просверлите отверстия поперёк, чтобы вставить в них скобы, которые будут стягивать края отверстия. Размер скоб подберите в соответствии с параметрами просверленных дырок.
- Теперь нужно просверлить отверстие между установленными скобами, а затем нарезать конусную резьбу с помощью особого метчика.
- Обработайте полученное отверстие, чтобы убрать окисную плёнку.
- Закрутите заглушку в виде конуса в получившееся отверстие с резьбой.
- Теперь нужно подпилить лишнюю часть заглушки, которая торчит над блоком цилиндров. Затем докрутите заглушку посильнее, чтобы подпиленная часть сломалась.
- Зашлифуйте оставшуюся выступающую часть.
- Начните выпиливать следующее отверстие так, чтобы оно немного перекрывало предыдущее с заглушкой. Продолжайте делать заглушки, пока ими не заполнится вся трещина.
- Получившийся шов из заглушек дополнительно спрессуйте, чтобы разрыв зафиксировался максимально надёжно.
Обнаружить и устранить трещины в цилиндре не так трудно, как кажется. Самый простой способ в домашних условиях — это вариант с нанесением эпоксида и стеклоткани. Он не займет много времени и сил, а также прост если чините машину самостоятельно.
Последовательность выполнения ремонта трещин блока цилиндров двигателя:
ремонта головки блока цилиндров.
Как ремонтировать головку блока
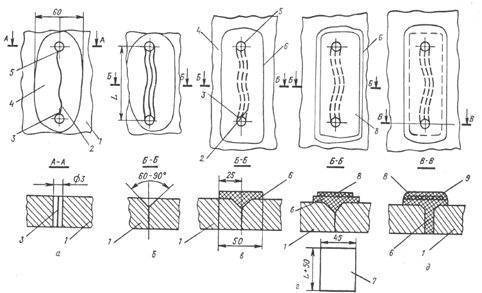
а) сверление концов трещины, б) зачистка вокруг трещины, заделывание и обезжиривание, в) заполнение эпоксидкой, г) укрепление эпоксидки, д) наложение верхнего слоя эпоксидки, L – длина трещины, 1) деталь, 2) трещина в блоке, 3, 5) засверливание концов трещины, 4) зачистка, 6) слой эпоксидки, 7) заготовка,
Ремонт трещин чугунного блока цилиндров двигателя
в блоке цилиндров,
головке блока являются
показателем к замене детали,
но существует способ ремонта
трещин блока цилиндров двигателя
Заварка трещин чугунного блока двигателя имеет свои нюансы. Если ремонт трещин чугунного блока цилиндров двигателя производится с подогревом, то такие работы выполняются при температуре 600-640 градусов Цельсия с использованием горелки с ацетиленокислородным пламенем. Присадочным материалом выступают прутки с диаметром 5 мм. Шов предохраняют от окисления с помощью буры. Нельзя проводить заварку чугунного блока цилиндров при температуре, которая меньше 600 градусов Цельсия.










Если ремонт трещин чугунного блока цилиндров двигателя производят без подогрева, то в таком случае обычно применяется электродуговая сварка, а в качестве присадочного материала выступает электродная проволока диаметром 1,2 мм. Сварка производится в среде аргона. Во время сварки блока электродуговой сваркой не допускается перегрев больше чем 60 градусов Цельсия.
Во время заварки трещин блока цилиндров необходимо придерживаться режимов работы:
Сила тока 130-150 А, напряжение 25-30 В, давление аргона 0,3-0,5 Мпа.
Электроды, которые применяются при сварке чугунного блока: ПАНЧ11, МНЧ1, ОЗЧ1, АНЧ1, ЦЧ3, ЦЧ4.
Во время сварки сила тока 130 А, напряжение 36 В, твердость НВ 170.
Ремонт трещин блока цилиндров двигателя эпоксидкой
Ремонт трещин блока цилиндров с помощью эпоксидки производится в следующей последовательности:
1) Трещина разделывается шлифовальной машинкой на ¾ части толщины стенки
2) Засверливаются концы трещин диаметров сверла 5 мм
3) Отверстия забивают медными заглушками
4) Вокруг трещин искусственно создаем шероховатость насейчкой
5) Проводим очистку и обезжиривание поверхности (ацетон)
6) В несколько слоев покрываем эпоксидкой трещину, первый слой 1 мм, второй слой 2 мм, в конце концов все слои должны быть в пределах 3-4 мм
7) Отверждаем нанесенный слой эпоксидки с помощью сушильной камеры при температуре 90 градусов Цельсия.
Источник









