Как подобрать поршневые кольца
Подбор поршневых колец означает, что размеры поршневых колец в обязательном порядке должны соответствовать как размерам поршней, так и размерам цилиндров. Добавим, что производить подбор поршневых колец по размеру немного легче сравнительно с подбором самих поршней. Так происходит благодаря тому, что ремонтные поршневые компрессионные и маслосъемные кольца для различных моделей двигателей в большей или меньшей степени сегодня являются взаимозаменяемыми. Это означает, что можно приобрести как оригинальные поршневые кольца, так и подобрать детали стороннего производителя.
Подбор колец по размерам
Подбирать кольца необходимо с учетом следующих базовых параметров:
- высота поршневого кольца;
- диаметр поршневого кольца;
Любой качественный аналог, который имеет необходимые размеры, зачастую становится без всяких проблем. Для полной уверенности необходимо также учитывать радиальную ширину поршневых колец, а точнее соответствие данной ширины канавкам поршня. Другими словами, глубина канавок в отдельных случаях может оказаться недостаточной.
Что касается компрессионных колец, такие кольца конструктивно схожи, зачастую имеют одинаковую или практически одинаковую радиальную ширину, так что проблем после установки правильно подобранных по размеру колец из этой группы обычно не возникает. Подбор маслосъемных колец, напротив, требует повышенного внимания как к самой конструкции кольца (коробчатые, наборные маслосъемные кольца), так и дополнительного уточнения их радиальной ширины по специальным каталогам изготовителя колец.
Хотелось бы добавить, что подбирать поршневые кольца для дизельных двигателей сложнее. Компрессионные кольца для дизелей имеют молибденовое покрытие, а также отличаются трапецеидальным профилем, который дополнительно может иметь разные углы. Маслосъемные кольца в дизелях обычно коробчатые, но и данный факт необходимо проверять по каталогам, так как встречаются случаи установки на дизельный двигатель наборных колец.
Обратите внимание, что ставить на дизель поршневые кольца от бензинового двигателя крайне не рекомендуется. Одновременно с этим в отдельных случаях допускается вариант установки поршневых колец с дизеля на бензиновый мотор
Какие поршневые кольца лучше
Помимо выбора из доступных номинальных и ремонтных размеров колец потребуется также отдельно подобрать материал изготовления. Вполне справедливо утверждение, что поршневые кольца для маломощного низкооборотистого двигателя, который был разработан 10-15 лет назад (даже при учете их полного соответствия по размерам), смогут нормально и долговременно функционировать в высокофорсированном силовом агрегате с турбонаддувом.
Дело в том, что материалы, нанесенное покрытие и допуски по геометрии колец вполне могут отличаться
На указанные факторы в процессе подбора следует обращать пристальное внимание, особенно в случае отсутствия точных данных в каталогах изготовителя. Также следует добавить, что кольца для новых двигателей обычно хорошо работают в старых ДВС, но не наоборот
Достаточно качественными принято считать чугунные поршневые кольца. Такие детали выполнены из высокопрочного чугуна, который обладает улучшенными свойствами и активно противостоит износу. Маслосъемные кольца бывают хромированными, а также без покрытия хромом. Также в продаже представлены стальные кольца, дополнительно оборудованные пружинным элементом.
Хромированные кольца обычно устанавливаются на моторы с высокой степенью сжатия, что предполагает более серьезные нагрузки на ДВС и ЦПГ. Гражданские автомобили иностранного производства зачастую имеют поршневые маслосъемные кольца из нержавеющей стали. Такие кольца отличаются большим сроком службы, низким весом и приемлемой стоимостью.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
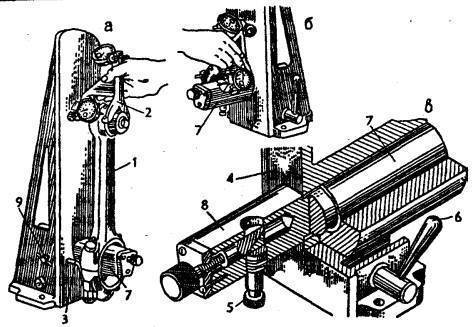
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.









Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Диагностика (процесс установления диагноза, то есть заключения о сущности болезни и состоянии пациента) стука в движке
Проверка состояния мотора при возникновении стука проводится по нескольким характеристикам.
- По нраву звука: неизменный, редчайший либо эпизодический — периодичность постукивания зависит от вида и степени неисправности.
- По тональности звучания: определение тональности звучания — задачка не из обычных. Лишь опытнейший мастер в состоянии осознать, что гулкий стук мотора в каре корейской марки и приглушенный звук мотора большей мощности германского авто означают на самом деле одно и тоже — неисправность подшипников коленчатого вала. Дело в том, что конструктивно различные движки могут звучат по-разному, независимо от состояния.
- По месту локализации: для получения более достоверных данных спецы употребляют стетоскоп, но, если устройства под рукою не оказалось, можно создать устройство для прослушивания из подручных материалов. К примеру, из консервной банки и проволоки из стали.
Стук в движке неразрывно связан с работой коленчатого вала, обеспечивающего обороты мотора. Соответственно, чем резвее вращается коленвал, тем почаще раздается стук в моторе. Зависимо от режима эксплуатации ДВС звук быть может громче либо тише. Принципиально буквально установить зависимость меж ростом количества оборотов ДВС и интенсивностью звука.
В процессе диагностики нужно инспектировать в которой момент работы движок стучит громче. Нередко бывает, что при высочайшей температуре в системе (в момент, когда моторное масло более жидкое и увеличенное в объеме) силовая установка очень стучит. В неких вариантах стук слышен конкретно при прохладном движке, а опосля прогрева шум на сто процентов исчезает либо становится практически неприметным.
Маркировка поршней ВАЗ
По статистике, маркировкой ремонтных поршней чаще всего интересуются владельцы или мастера по ремонту двигателей автомобилей ВАЗ. Далее приведем информацию по различным поршням.
ВАЗ 2110
Для примера возьмем двигатель автомобиля ВАЗ-2110. Чаще всего в данной модели используются поршни с маркировкой 1004015. Изделие производится непосредственно на ОАО «АвтоВАЗ». Краткая техническая информация:
- номинальный диаметр поршня — 82,0 мм;
- диаметр поршня после первого ремонта — 82,4 мм;
- диаметр поршня после второго ремонта — 82,8 мм;
- высота поршня — 65,9;
- компрессионная высота — 37,9 мм;
- рекомендованный зазор в цилиндре — 0,025…0,045 мм.
Непосредственно на корпусе поршня может быть нанесена дополнительная информация. Например:
- «21» и «10» в районе отверстия под палец — обозначение модели изделия (другие варианты — «213» обозначает двигатель ВАЗ 21213, а к примеру, «23» — ВАЗ 2123);
- «ВАЗ» на юбке с внутренней стороны — обозначение производителя;
- буквы и цифры на юбке с внутренней стороны — специфическое обозначение литейного оборудования (расшифровать его можно с помощью документации производителя, но в большинстве случаев эта информация бесполезна);
- «АЛ34» на юбке с внутренней стороны — обозначение литейного сплава.
Основные маркировочные символы, наносимые на днище поршня:
- Стрелка — это маркер ориентации, указывающий направление в сторону привода распределительного вала. На так называемых «классических» моделях ВАЗ иногда вместо стрелки можно встретить букву «П», что означает «перед». Аналогично, тот край, где изображена буква, нужно направлять в сторону движения машины.
- Один из следующих символов — A, B, C, D, E. Это маркеры класса диаметра, показывающие отклонение в значении по наружному диаметру. Далее приведена таблица с конкретными значениями.
- Маркеры группы массы поршня. «Г» — нормальная масса, «+» — увеличенная на 5 грамм масса, «-» — уменьшенная на 5 грамм масса.
- Одна из цифр — 1, 2, 3. Это маркер класса отверстия поршневого пальца, определяет отклонение по диаметру отверстия под поршневой палец. В дополнение к этому имеется цветовое обозначение данного параметра. Так, краска наносится на внутреннюю сторону днища. Синий цвет — 1 класс, зеленый цвет — 2 класс, красный цвет — 3 класс. Далее приведена дополнительная информация.
Для ремонтных поршней ВАЗ также существуют два отдельных обозначения:
- треугольник — первый ремонт (диаметр увеличен на 0,4 мм от номинального размера);
- квадрат — второй ремонт (диаметр увеличен на 0,8 мм от номинального размера).
Обратите внимание, что для различных марок машин (в том числе для разных двигателей) значение отличия ремонтных поршней нужно смотреть в справочной информации
ВАЗ 21083
Другим популярным «ВАЗовским» поршнем является 21083-1004015. Он также производится на ОАО АвтоВАЗ. Его технические размеры и параметры:
- номинальный диаметр — 82 мм;
- диаметр после первого ремонта — 82,4 мм;
- диаметр после второго ремонта — 82,8 мм;
- диаметр поршневого пальца — 22 мм.
Он имеет аналогичные обозначения, что и ВАЗ 2110-1004015. Остановимся немного подробнее на классе поршня по наружному диаметру и классе отверстия под поршневой палец. Соответствующая информация сведена в таблицы.
| Класс поршня по наружному диаметру | A | B | C | D | E |
|---|---|---|---|---|---|
| Диаметр поршня 82,0 (мм) | 81,965-81,975 | 81,975-81,985 | 81,985-81,995 | 81,995-82,005 | 82,005-82,015 |
| Диаметр поршня 82,4 (мм) | 82,365-82,375 | 82,375-82,385 | 82,385-82,395 | 82,395-82,405 | 82,405-82,415 |
| Диаметр поршня 82,8 (мм) | 82,765-82,775 | 82,775-82,785 | 82,785-82,795 | 82,795-82,805 | 82,805-82,815 |
Интересно, что модели поршней ВАЗ 11194 и ВАЗ 21126 выпускаются только в трех классах — A, B и C. При этом размер шага соответствует 0,01 мм.
Таблица соответствия моделей поршня и моделей двигателя (марки) автомобилей ВАЗ.
| Модель двигателя ВАЗ | Модель поршня | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2101 | 21011 | 2105 | 21213 | 2123 | 2108 | 21083 | 2110 | 2112 | 21124 | 21126 | 21128 | 11194 |
| 2101 | ||||||||||||
| 21011 | ||||||||||||
| 2103 | ||||||||||||
| 2104 | ||||||||||||
| 2105 | ||||||||||||
| 2106 | ||||||||||||
| 21073 | ||||||||||||
| 2121 | ||||||||||||
| 21213 | ||||||||||||
| 21214 | ||||||||||||
| 2123 | ||||||||||||
| 2130 | ||||||||||||
| 2108 | ||||||||||||
| 21081 | ||||||||||||
| 21083 | ||||||||||||
| 2110 | ||||||||||||
| 2111 | ||||||||||||
| 21114 | ||||||||||||
| 11183 | ||||||||||||
| 2112 | ||||||||||||
| 21124 | ||||||||||||
| 21126 | ||||||||||||
| 21128 | ||||||||||||
| 11194 |
Отверстия под поршневой палец:
| Класс отверстия под поршневой палец | 1 | 2 | 3 |
|---|---|---|---|
| Диаметр отверстия под поршневой палец(мм) | 21,982-21,986 | 21,986-21,990 | 21,990-21,994 |
Stics 26 Mar 2014 13:23
Поссчитал в % на сколько маленькие КВ хуже больших при прочих равных параметрах двигателя.
За 100 % был взят КВ от 1,9 td с ходом поршня 95,5, остальные КВ в порядке убывания хода прошня: 2,0 1,8 1,9 1,6
-
- Ход поршня: 92,8
- % момента при полном обороте КВ: 97,48
- % момента при оптимальном положении КВ: 96,91
- % разница в объёме двигателя 97,17
-
- Ход поршня: 86,4
- % момента при полном обороте КВ: 91,41
- % момента при оптимальном положении КВ: 89,67
- % разница в объёме двигателя 90,47
-
- Ход поршня: 85,4
- % момента при полном обороте КВ: 90,45
- % момента при оптимальном положении КВ: 88,55
- % разница в объёме двигателя 89,42
-
- Ход поршня: 77,4
- % момента при полном обороте КВ: 82,65
- % момента при оптимальном положении КВ: 79,60
- % разница в объёме двигателя 81,04
А так ли плох КВ от 2,0 двигателей? момента меньше только на 2,52%, шатун ближе к оси КВ на 1,35 мм
Как выбрать поршневые кольца: защита от подделки
В процессе подбора деталей необходимо в обязательном порядке придерживаться ряда правил и советов, которые помогут избежать приобретения поддельных запчастей. Начнем с того, что запчасти-заменители производства известных брендов не должны иметь слишком низкую стоимость по сравнению с оригинальными деталями.








Для изготовления качественной продукции производитель должен использовать качественные материалы и задействовать современные технологии производства. Перед поиском неоригинальных заменителей рекомендуется предварительно ознакомиться со стоимостью аналогичных оригинальных запчастей.
Поршневые кольца должны быть упакованы в фирменную упаковку. Сама коробка должна быть аккуратно склеена. Надписи на коробке должны иметь четкий и одинаковый шрифт, штампы, голограммы (при известном факте использования такой защиты на оригинальной упаковке). Фасуют детали в небольшие пакеты из полиэтилена, укладывая по три кольца.
На указанном пакете должны присутствовать следующие обозначения:
- номер комплекта;
- модель двигателя;
- размер поршневых колец;
Косвенным признаком также является общее количество пакетов с кольцами. Это количество должно соответствовать количеству цилиндров конкретного двигателя, для ремонта которого предназначен данный ремкомплект.
Еще перед покупкой рекомендуется подробно осмотреть расширительные пружины. Указанные пружины должны быть с переменным шагом витков, а также обладать отшлифованной поверхностью в области торцов и наружного диаметра. Отсутствие таких признаков может указывать как на низкое качество изготовления деталей, что сильно отразится на сроке службы, так и на подделку.
Не лишним будет провести проверку профиля и высоты выступов. Если выступы минимальны или полностью отсутствуют, тогда кольца могут являться не новыми, а бывшими в употреблении. Для надежности воспользуйтесь микрометром, чтобы определить номинальный и ремонтный размер колец.
Во время подбора компрессионных колец тактильно прощупайте фаску, которая находится на одной или обеих сторонах по наружному диаметру кольца. На изделиях низкого качества указанные фаски отсутствуют. На качественных кольцах также просматриваются торцы, которые по оттенку светлее и имеют слегка закругленную форму.
Хромированные поршневые кольца и кольца без такого покрытия по цвету идентичны, но вариант с нанесенным хромом отличается от аналога без хрома особыми выступами. На кольцах без покрытия такие выступы несимметричны. Наличие хрома также придает компрессионным кольцам характерный матовый оттенок, в то время как поршневые кольца без хрома имеют стальной отблеск.
Установка поршневого пальца
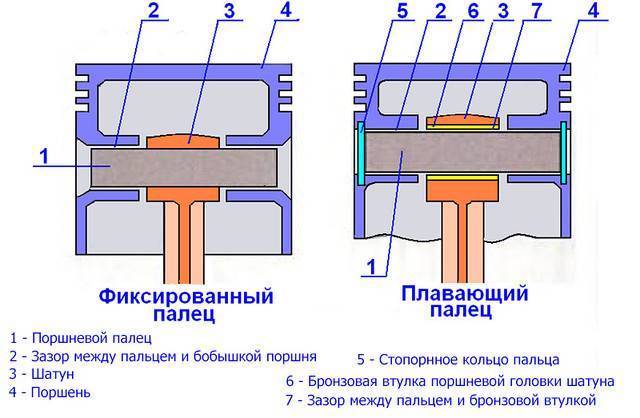
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно. Установите палец на приспособление
Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту
Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Специальное приспособление для установки поршневого пальца автомобиля ВАЗ.
Приспособление для снятия поршневого пальца.
На
рисунке 92 изображено приспособление для снятия поршневого пальца. Одним из его узлов является гайка (1) в форме кубика, которая также является и корпусом приспособления. К ней крепится хомут (2), служащий для захват поршня. На хомуте имеется отверстие для свободного выхода поршневого пальца. Палец выпрессовывают из бобышек поршня с помощью винта (3) и двух оправок (4). Вначале в поршневой палец устанавливают маленькую оправку, с помощью которой поршневой палец удаляется наполовину, а затем большую оправку для его полного удаления.
Рис. 88. Съем подшипника
Рис. 89. Выпрессовка детали из отверстия Рис. 93. Регулируемые съемники с двумя и тремя захватами: 1 — коническая гайка; 2 — винт. На

рисунке 93 изображены съемники с двумя и тремя захватами. Нужное положение захватов устанавливается специальной гайкой (1). При работе коническую гайку отворачивают до того, пока два захвата не охватят снимаемую деталь. Конец винта (2) упирают в торец снимаемой детали, а захватами зацепляют деталь. После этого затягивают коническую гайку, фиксируя тем самым положение захватов. Деталь снимают поворотом винта. Съемники изготовляют и с тремя захватами. Три захвата, расположенные под углом друг к другу в 2,1 рад (120°), при работе обеспечивают центральное положение съемника относительно снимаемой детали. Приспособления для сборки Соединения с переходной посадкой или с натягом создают ударами или запрессовкой при применении направляющего приспособления и без него. На
рисунке 94 изображена сборка втулки, когда втулка запрессовывается ударами молотка без ее центровки. Недостатком этого способа является то, что втулка легко перекашивается в отверстии и деформируется. На
рисунке 95 втулка запрессовывается с помощью направляющей оправки (1). Последняя входит в отверстие подставки (2) с малым зазором, что предотвращает перекос и деформацию втулки. Запрессовка производится ударами молотка или прессом. На
рисунке 96 изображена направляющая оправка, применяемая при запрессовке деталей больших размеров. Нижняя часть направляющей оправки (2) имеет скользящую посадку, и ее диаметр соответствует диаметру отверстия детали (1), в которое запрессовывается втулка. Собираемую деталь устанавливают на верхнюю часть оправки и фиксируют резьбовой головкой (3). Затем деталь запрессовывают в отверстие. Для сборки с успехом применяют трубчатые оправки разной формы. На
рисунке 97, а показана сборка шарикоподшипника с помощью трубчатой оправки. Оправка изготовлена из более мягкого материала по сравнению с материалом подшипника; при этом ее внутренний диаметр меньше диаметра отверстия подшипника, а толщина стенки на некоторую величину меньше толщины внутреннего кольца подшипника. На верхней части оправки устанавливают головку, служащую для равномерного распределения ударов поде-тали.









Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.

Кривошипно-шатунный механизм (КШМ)
Это механизм, в котором происходит преобразование поступательного движения (движения поршня при четырёх тактах – впуске-сжатии-сгорании-выпуске) во вращательное (колёса же надо крутить, а не толкать).
Схема кривошипно-шатунного механизма. Именно здесь происходит преобразование поступательного движения во вращательное.
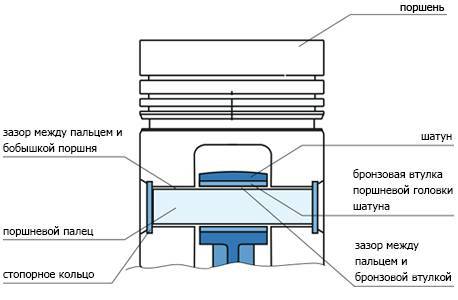
Коленчатый вал (8) установлен в блоке цилиндров и вращается на подшипниках скольжения (10, это называется коренные вкладыши). Гладкие поверхности шеек коленвала (10) и коренные вкладыши, установленные в блоке цилиндров, образуют пару трения. Масло между ними снижает коэффициент трения до минимально возможного.Частота вращения коленчатого вала (коленвала) – это и есть обороты двигателя, то есть то, что мы видим на тахометре. За два полных оборота коленвала каждый цилиндр делает 4 такта.К коленвалу на таком при помощи такого же подшипника скольжения (1, это называется шатунный вкладыш) крепятся шатуны (7). Это ещё одна пара трения.Сверху в шатун вставлена втулка (2) и уже в неё, сквозь поршень (4) вставляется поршневой палец. Внутри этой пары так же два подшипника скольжения.Этот узел двигателя чувствителен к стабильности подачи масла и его качеству. В случае нарушения подачи масла или сильном снижении давления происходит контакт металла с металлом («сухое трение»), который приводит к нарушению гладкости трущихся поверхностей. В итоге, даже после восстановления давления, повреждённые поверхности не восстанавливаются и коэффициент трения в этих парах будет выше, чем заложенный заводом-изготовителем. Зазоры между деталями тоже изменятся, а значит изменится и толщина масляного клина – он станет неравномерным.
Шатунный вкладыш BMW M5 e60 с пробегом 12 000 км после неправильной обкатки.
Обычно, именно в этом месте происходит заклинивание двигателя. То, что в простонародии называется «клина словил». То есть, масло кончилось и металлы прикипают друг к другу. Вращение становится невозможным.И именно из-за зазоров и притирки этих пар трения в КШМ двигатели рекомендуется сначала обкатывать, прежде чем использовать на полную мощность.Сложность диагностики такого вида задиров в том, что их можно диагностировать либо при полном разборе двигателя, либо по косвенным признакам – например, по состоянию отработанного масла и содержанию масляного фильтра (появится металлическая стружка).В некоторых случаях такие задиры появляются на двигателях с непосредственным впрыском (TFSI) при износе топливного насоса высокого давления (ТНВД). По мере износа ТНВД пропускает топливо через шток, который приводит его в действие. Таким образом бензин попадает в масло и качество смазки сильно теряется. То есть, если из масляной системы доносится резкий запах бензина, следует быть готовым не только к замене насоса, но и к капитальному ремонту.









