Плюсы от расточки коленвала

В процессе эксплуатации коленчатый вал подвергается большой нагрузке, что приводит к возникновению самых различных дефектов. Постоянное снижение уровня чистоты и образование на поверхности неровностей приводят к ухудшению работоспособности системы. Избавиться от них можно только методом расточки. Помимо того, что вам не придётся покупать полностью новый коленвал, к числу преимуществ данной процедуры входят следующие моменты:
- Обеспечивается идеальная чистота рабочих поверхностей. Использование специальных растворов и инструментов позволяет избавить деталь от инородных отложений.
- Исправление дефектов (бочкообразности), которые возникают из-за неравномерных усилий при работе механизмов. Это приводит к возникновению зазоров в сопрягающихся деталях.
- Устраняется овальность шеек, которая образуется из-за одностороннего усилия от шатуна и является побочным эффектом конструктивной особенности коленвала. Овальность возникает по истечении длительного эксплуатационного периода.
- Восстанавливается диаметр шеек. Уменьшение диаметра шеек происходит неравномерно и зависит от режима работы цилиндров.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
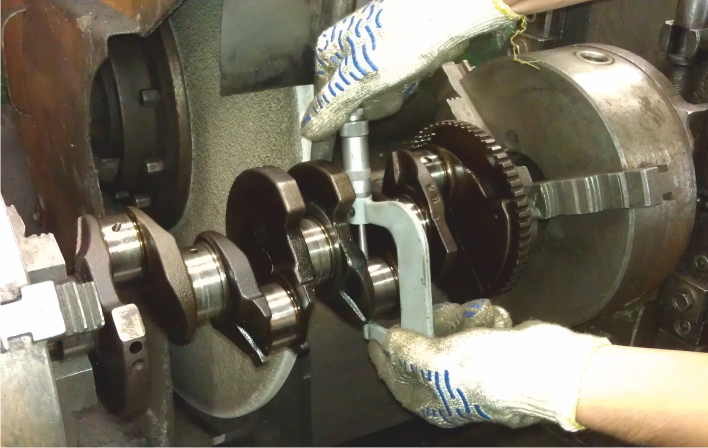
ПОЛИРОВКА ШЕЕК КОЛЕНВАЛА
Достигнуть эффекта зеркальной поверхности при обработке шеек коленвала можно только полировкой. Это позволит уменьшить нагрузку и снизить износ вкладышей на начальном этапе. Смазочные отверстия маслопроводов, расположенные на коренных и шатунных шейках, после шлифовки имеют острую кромку, которая может повредить поверхность подшипников скольжения (вкладышей).
Одной шлифовкой невозможно добиться идеальной поверхности галтелей коленвала – последствия непредсказуемы и могут привести к «усталостному» разрушению металла.
Перед полировкой положение коленвала выверяется с помощью индикаторной стойки, устраняется дисбаланс. На первоначальном этапе технологического процесса используется мелкозернистая наждачная бумага, затем применяют абразивный материал с добавлением масла.
Проверить качество проведенной работы можно кусочком медной проволоки. Если доводка проведена с учетом технологических требований — на поверхности шейки, после прикосновения меди, не останется следов.
Полировка вала увеличивает ресурс двигателя после ремонта, гарантирует безупречную работу силового агрегата.
МЫ ТАКЖЕ ОКАЗЫВАЕМ СЛЕДУЮЩИЕ УСЛУГИ
ШЛИФОВКА КОЛЕНВАЛА — Методом шлифования устраняем основные дефекты коренных и шатунных шеек коленчатого вала. Подробнее…
ДЕФЕКТОВКА КОЛЕНВАЛА — Делаем полную проверку коленчатого вала. Выявляем прогибы, повреждения шеек вала и др. Подробнее…
Шатунная шейка – коленчатый вал
Шатунные шейки коленчатого вала этого дизеля закалены токами высокой частоты. Вкладыши нижней головки шатуна стальные, залиты свинцовистой бронзой.
Шатунная шейка коленчатого вала подвергается закалке с последующим отпуском.
Шатунные шейки коленчатого вала подвергаются закалке с последующим отпуском.
|
Коленчатый вал автотракторного двигателя. |
Шатунные шейки коленчатых валов обычно имеют устройства для центробежной очистки масла от механических примесей ( грязеуловители), которые значительно улучшают очистку масла, поступающего к шатунным подшипникам.
|
Горизонтальный оппозитный четырехрядный многоступенчатый компрессор. |
Шатунные шейки коленчатых валов расположены попарно с разворотом на 180 с одной общей щекой. В первых трех ступенях цилиндры 2 и их крышки чугунные литые с рубашками для водяного охлаждения. В следующих ступенях устанавливаются стальные кованые цилиндры с разъемными кожухами для охлаждения. В зависимости от числа цилиндров в ряду и их размеров предусматривается для них одна или две качающиеся опоры. Клапаны в основном кольцевые и дисковые. Для первых двух ступеней скользящие поршни двойного действия, для последующих ступеней – дифференциальные. Уплотнение штоков осуществляется сальниками обычных конструкций. Система смазки механизма движения циркуляционная. К цилиндрам и сальниками масло подается лубрикатором.
Шатунные шейки коленчатого вала посредством тяг соединяются со сбегающими концами тормозных лент. Обойма тяги надевается на вал и устанавливается на полувтулках из антифрикционных материалов.
Шатунные шейки коленчатого вала, эксцентрик плунжера масляного насоса ( в компрессоре 1КТ) с овальностью и конусностью более допустимой шлифуют. Разрешается оставлять после шлифовки на шатунной шейке вмятины в количестве не более двух общей площадью до 20 мм2 и глубиной до 0 2 мм. Изношенные поверхности вала в местах посадки колец шарикоподшипников и сальника разрешается восстанавливать цинкованием или вибродуговой наплавкой под слоем флюса. Коническую поверхность вала проверяют калибром по краске. Шарикоподшипники заменяют при наличии выкрашивания металла на поверхности шариков, трещин в кольцах, излома сепаратора или износа беговых дорожек. Новые шарикоподшипники надевают на шейки вала с предварительным подогревом в масле до 100 – 120 С.
Шатунные шейки коленчатого вала имеют внутренние полости 6 закрытые заглушками, где масло подвергается дополнительной центробежной очистке.
Шатунные шейки коленчатого вала сделаны пустотелыми, а их внутренняя поверхность используется для дополнительной ( центробежной) очистки масла. Для подвода масла от коренных шеек к шатунным просверлены каналы.
Шатунные шейки коленчатого вала компрессора могут иметь номинальный или ремонтные размеры.
Шатунные шейки коленчатого вала ЗИС-120 полые ( высверлены), что обеспечивает снижение веса противовесов и всего вала в целом.
Шатунные шейки большого коленчатого вала обычно обрабатываются на крупных специальных станках, а шатунные щейки вала компрессора при том же выпуске обрабатываются на обычных одно – и многорезцовых токарных и круглошлифовальных станках, но в приспособлениях со смещением оси вращения на величину эксцентрицитета.
Шатунные шейки коленчатых валов больших компрессоров обрабатываются на специализированных станках, предназначенных для этой цели. Обрабатываемый коленчатый вал не вращается, а закрепляется неподвижно в специальных центросместительных стойках ( фиг. Стойки состоят из чугунных корпусов /, крышек 2 и вкладышей 3, в которые устанавливаются коренные шейки вала. Стойки крепятся к столу станка болтами.










Виды ремонта коленвала
Перед тем как приступить к выполнению непосредственного ремонта, нужно уделить внимание диагностике и проверке всех сопутствующих узлов и агрегатов двигателя. Ремонт коленчатого вала включает следующие операции:
-
шлифовка,
-
рихтовка,
-
полировка,
-
ремонт шкива,
-
чистка каналов,
-
замена подшипников,
-
балансировка.
Шлифовка
Шлифовка коленвала может выполняться только квалифицированным специалистом на профессиональном высокоточном токарном оборудовании. При выполнении операции допускаются погрешности в пределах 0,015 мм от заданных параметров. Перекос осей шеек для максимально эффективной работы шатунных подшипников не должен превышать диапазон 0,03-0,05 мм. Допустимые погрешности при калибровке формы по устранению овальности и конусности шеек коленвала соответствуют величинам в пределах 0.005 мм. Чтобы сберечь вышеописанную точность, нужно выполнять обработку только на специальном оборудовании, которое доступно в авторемонтных мастерских.
Шлифовка поверхности под сальником позволяет значительно продлить его ресурс работы. Для данной операции также требуется специальное высокоточное оборудование. Допустимое биение поверхности как под задний, так и передний сальник не должно превышать значение в 0,01 мм. Уровень шероховатости не должен превышать значение Ra равное 0,16 мкм.
Рихтовка

Как правило, рихтовка коленвала производится при наличии значительных дефектов на поверхности детали. Если деформация поверхности превышает 0,07 мм, необходимо выполнить обработку на специальном прессовочном оборудовании. Чаще всего данные проблемы появляются вследствие неоднократного перегрева подшипников. При максимальных нагрузках их значение может превышать величину в 0,2 мм, а иногда оно может быть около 1.0 мм. В результате чрезмерного нагрева происходит деформация оси коленвала, вследствие чего также искажаются все поверхности. Рихтовка позволяет уменьшить дефекты до 0,05-0,08 мм. Последующая операция шлифовки сводит их к минимуму.
Чистка каналов

Чистка масляных каналов и замена заглушек является обязательной процедурой. Эти сегменты демонтируются и подвергаются тщательной очистке. Наиболее эффективным способом считается продувка под большим давлением сжатым воздухом. Такая процедура позволяет достичь максимальной чистоты каналов подачи масла, тем самым повысить надёжность системы. В завершение устанавливаются новые заглушки.
Замена подшипника
Замена подшипника даёт возможность повысить надёжность работы КПП. Он представляет собой опорный элемент для первичного вала КПП. В изношенном состоянии эта деталь издаёт шумы при работе, что вызывает дополнительный дискомфорт.
Полировка

Обработка поверхности для упорных полуколец. Износ данной поверхности является неизбежным дефектом, который возникает в процессе длительной эксплуатации автомобиля. Такая деформация вызывает увеличенное осевое смещение вала, из-за чего значительно возрастает нагрузка на ШПГ (шатунно-поршневую группу). В процессе каждого выжима сцепления система получает разную нагрузку. В итоге происходит преждевременный износ ремня или цепи ГРМ. Это в конечном результате сказывается на ресурсе силового агрегата. После этой процедуры необходимо установить новые полукольца в соответствии с изменёнными размерами.
Полирование шеек является немаловажной операцией, которая позволяет достичь высокой чистоты поверхности. Тем самым обеспечивается максимальная работоспособность системы и отсутствие малейших сбоёв. Полировка также позволяет значительно снизить износ вкладышей
При этом ремонтные вкладыши коленвала заменяются при соответствующем износе
Полировка также позволяет значительно снизить износ вкладышей. При этом ремонтные вкладыши коленвала заменяются при соответствующем износе.
В процессе эксплуатации коленвала происходит постепенное изнашивание масляной накатки. Исправить данный дефект можно только полным её восстановлением. Для достижения максимального результата процедуру рекомендуется выполнять на специальном станке.
Балансировка

Балансировка коленчатого вала проводится после исправления значительных деформаций или при обнаружении существенного биения посадочной поверхности под маховик по отношению к коренным шейкам. Есть ряд силовых агрегатов, в которых данная процедура является обязательной. Это могут быть моторы, для которых балансировка коленвала производится вместе с маховиком и корзиной.
Вкладыш — коленчатый вал
|
Проверка диаметрального зазора в подшипнике коленчатого вала.| Схема замены верхнего вкладыша коренного подшипника.| Восстановление изношенных деталей постановкой втулок. |
Вкладыши коленчатого вала могут заменяться в процессе эксплуатации автомобиля, без снятия вала. Замену производят без какой-либо дополнительной подгонки и только парами.
Вкладыши коленчатых валов карбюраторных двигателей допускают одно растачивание под ремонтный или номинальный размер на станках повышенной точности Одесского станкозавода. При исчерпании такой возможности на рабочие поверхности сталеалюминиевых вкладышей, выполненные из материала АО-20-1 или АО-6, наносят гальванические покрытия.
|
Проверка диаметрального зазора в. |
Замена вкладышей коленчатого вала проводится при стуке подшипников и падении давления в масляной магистрали ниже 0 5 кгс / см2 при частоте вращения коленчатого вала 500 — 600 об / мин и исправно работающих в масляном насосе и редукционных клапанах. Необходимость замены вкладышей обусловлена диаметральным зазором в коренных и шатунных подшипниках; если он более допустимого, вкладыши заменяют новыми. Номинальный зазор между вкладышами и коренной шейкой должен составлять 0 026 — 0 12 мм, между вкладышами и шатунной шейкой 0 026 — 0 П мм в зависимости от модели двигателя.
|
Схема установки упругой ДРД на шейку вала. |
Для исключения повреждения вкладышей коленчатого вала при работе двигателя необходимо тщательно убрать с ленты заусенцы, выдержать угол между ее лепестками, их длину и глубину лысок на шейке вала.
Известно, что современной тенденцией в производстве вкладышей коленчатых валов является применение третьего мягкого слоя, служащего для ускорения и улучшения приработки. Для этой цели используются, например, свинцово-оловянистые сплавы. Покрытая микрокавернами, обладающая высокой мас-лоемкостью и прирабатываемостью, самолегирующаяся поверхность с большой площадью фактического контакта представляет собой своеобразный третий слой. Его особенность — высокая технологичность и отсутствие границы раздела с основным антифрикционным слоем, что гарантирует относительно более высокую усталостную прочность независимо от приповерхностной твердости, формирующейся в процессе заводской обкатки.
В настоящее время в качестве антифрикционного слоя вкладышей коленчатого вала применяют свинцовую бронзу, сплав СОС-6-6 и др. Эти материалы имеют большую прочность, твердость и термоустойчивость, чем оловянистые баббиты. Недостатком их является большая склонность к коррозии, обусловленная высоким содержанием в них свинца. Состав и структура сплава в значительной степени определяют его подверженность коррозии
На фундаменте устанавливают раму, на клиньях ставят вкладыши коленчатого вала и начинают выверку. Сначала добиваются горизонтальности оси коленчатого вала, проверяя ее калиброванным валиком и уровнем ( фиг. Далее выверяют раму вдоль оси цилиндра. Проверку ведут уровнем, установленным на нижней направляющей поверхности крейцкопфа ( фиг.
Современные форсированные двигатели предъявляют особо высокие требования к надежности вкладышей коленчатых валов. В связи с этим баббитовые вкладыши неперспективны; их применяют в основном лишь на тихоходных судовых дизелях при небольших нагрузках на подшипники коленчатого вала.
Области использования алюминиевых подшипниковых сплавов в Советском Союзе с каждым годом расширяются. Из полосы со слоем сплава АО20 — 1 изготавливают вкладыши коленчатого вала ряда двигателей автомобилей. Эту полосу изготавливают на Заволжском моторном заводе. В частности, получены положительные результаты применения таких подшищшков в тяжелонагруженных форсированных двигателях тракторов ЧТЗ.
Наиболее благоприятные условия для образования лака создаются в застойных зонах поверхностей , в частности в канавках для колец и на участках боковой поверхности поршня, имеющих углубления; для этих мест наличие высокой температуры не является обязательным. Наблюдалось образование лака в углублениях, выполненных специально на антифрикционном слое вкладышей коленчатого вала.
При понижении температуры окружающего воздуха эксплуатация дизелей значительно усложняется, так как сильно возрастает вязкость масла — оно густеет, а иногда и застывает. Масло густеет в картере двигателя, масляных фильтрах, на шейках и вкладышах коленчатого вала, в зазорах между поршнем и зеркалом цилиндра и на других трущихся деталях. Это затрудняет пуск двигателя, нарушаются нормальные условия смазки, резко увеличивается износ его деталей в период пуска.










|
Ступенчатость и износ коренных подшипников коленчатого вала. |
Износ шеек коленчатого вала
Данный недостаток возникает в результате нарушенной правильной розстановки деталей блока. В данном случае следует осмотреть места под подшипники. Шейка коленвала изнашивается в результате того, что вал «болтается», и тогда он подвергается воздействию увеличенных нагрузок.
Еще одна причина слишком быстрого износа шеек – это материал невысокого качества самого коленвала. Желательно приобретать запчасти для машин у известных и проверенных поставщиков и производителей, чтобы не попасть на подделку или детали низкого качества. Особенно большим ресурсом обладают коленчатые валы из высокопрочного чугуна. Если же производитель при изготовлении вала использовал сталь либо мягкий серый чугун, то ресурс работы вала будет небольшим.
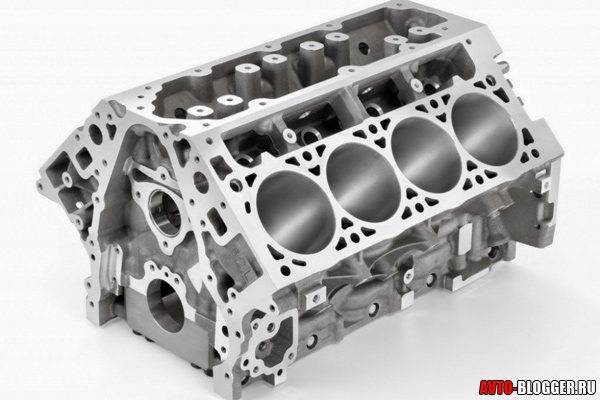
Алюминий и чугун
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).

Алюминий – он легкий, лучший теплоотвод, не подвержен коррозии. Большой плюс это его вес, сейчас многие производители гонятся за понижением веса своих авто, алюминиевый вариант дает им большую экономию, а значит и меньший расход топлива автомобиля. НО этот металл мягкий и недолговечный по сравнению с чугуном. Для лучшей износоустойчивости внутренние стенки покрываются специальным налетом с большим содержанием кремния. ТОГДА и только тогда моторы могут работать достаточно длительное время.
Написать отзыв
Зарегистрируйтесь, оставляя отзывы о товаре, можно заработать бонусные баллы!
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст. Оценка:
Оценка:
Плохо Хорошо
Введите код, указанный на картинке:
Обычно с проблемой замены шатуна в коленвале сталкиваются хозяева двухтактной техники, это мотоциклы Минск, Восход, ИЖ, Кросовики, Снегоходы, скутера и мопеды. Навернулся коленвал, возникает вопрос как отремонтировать коленвал мотоцикла, находится ответ, первое, купить новый коленвал, второе, заменить на поломанном коленвале шатун, палец и игольчатый подшипник (сепаратор).
Купить новый коленвал конечно проще, но цена коленвала в раз пять больше чем цена шатуна с пальцем и игольчатым подшипником. Тут сразу возникает проблема как распресовать коленвал самому в домашних условиях, а затем спрессовать и устранить биение. Конечно для устранения биения любой мастер будет искать токарный станок, но это уже лишняя проблема. Есть способ устранения биения коленвала в домашних условиях без токарного станка, придуманный мной.
Если решились на самостоятельную замену шатуна в коленвале мотоцикла то эта статья для Вас. Зачем платить лишние деньги за новый коленвал, когда смена шатуна преобразит поломанный коленвал в новый.
Только не вздумайте нагревать коленвал, все делается на холодную.
Три способа как проверить датчик коленвала
Мы поговорим с вами о том, как сделать проверку индуктивного датчика, поскольку, как было указано выше, именно такой тип наиболее распространен на современных автомобилях. Перед тем как снять датчик с его посадочного места, не забудьте обозначить метками его положение на двигателе. Это избавит вас от проблем при повторном его монтаже. Итак, переходим к рассмотрению диагностики.
Проверка сопротивления омметром
Проверка ДПКВ с помощью омметра и осциллографа
Это наиболее простой метод, однако он не дает 100% гарантии того, что такая проверка выявит неисправность. Для этой процедуры вам понадобится мультиметр, который вы должны переключить в режим измерения сопротивления (омметр). С его помощью нужно измерить сопротивление катушки индуктивности. Сделать это можно, просто прикоснувшись щупами мультиметра попарно к выводам катушки. Полярность в данном случае не имеет значения.
Как правило, значение сопротивления большинства катушек находится в пределах 500…700 Ом. Однако точное значение лучше почитать в документации к датчику или найти в интернете. Соответственно, на мультиметре нужно устанавливать верхний предел — 2 кОм (предел может различаться у разных моделей мультиметров, главное, чтобы он был больше измеряемого и наиболее близок к нему). Если в результате замера вы получили значение, близкое к обозначенному выше, значит, с катушкой все в порядке. Однако успокаивать себя еще рано, ведь такая проверка не полная. Лучше продолжить проверку с помощью других методов.
Проверка значения индуктивности
Любая катушка в возбужденном состоянии имеет свою индуктивность. Это же касается и той, которая встроена в корпус ДПКВ. Метод проверки заключается в измерении этого значения. Для этого вам понадобится:
Измеритель индуктивности
- мегаомметр;
- сетевой трансформатор;
- измеритель индуктивности;
- вольтметр (желательно цифровой).
Некоторые мультиметры имеют встроенную функцию измерения индуктивности. Если же у вашего прибора ее нет, то стоит воспользоваться дополнительным оборудованием. В любом случае измеренное значение индуктивности катушки ДПКВ должно находиться в пределах 200…400 мГн (в отдельных случаях может незначительно отличаться). Если вы получили значение, которое сильно отличается от указанного, то велика вероятность того, что датчик неисправен.
Далее нужно измерить сопротивление изоляции между провода катушки. Для этого используют мегаомметр, установив на нем выдаваемое напряжение, равное 500 В. Процедуру замера лучше проводить 2-3 раза для получения более точных данных. Измеренное значение сопротивления изоляции не должно быть ниже 0,5 МОм. В противном случае можно констатировать нарушение изоляции в катушке (в том числе возможность появления межвиткового короткого замыкания). Это указывает на неисправность прибора. Размагничивание катушки необходимо провести с помощью сетевого трансформатора. Однако самый совершенный метод диагностики ДПКВ заключается в использовании осциллографа.
Проверка с помощью осциллографа
Осциллограмма на работающем двигателе. Красным обозначено прохождение места без зубьев
С помощью этого метода можно не только узнать контролируемые значения, но и увидеть процесс формирования сигналов. Это дает исчерпывающую информацию о состоянии и работе ДПКВ. Лучше проводить его на работающем двигателе. Однако можно и снять датчик. Для работы вам понадобится электронный осциллограф и программное обеспечение для работы с ним. Проверка со снятым датчиком проходит по следующему алгоритму:
- Подсоединить щупы осциллографа к выводам катушки ДПКВ. Полярность не имеет значения.
- Запустить программу для работы с осциллографом.
- Взять любой металлический предмет и помахать им перед ДПКВ.
- Если датчик исправен, то одновременно с этим на экране будет воспроизводиться осциллограмма, которая будет строиться по данным от датчика.
Если датчик зафиксировал перемещения металлического предмета, значит, он, скорее всего исправен. Однако точный диагноз можно поставить лишь при подключении осциллографа к датчику с работающим двигателем. Это делается просто, подключив щупы параллельно к выводам датчика. Полученная таким образом осциллограмма даст вам информацию о формирующихся сигналах.
Процесс расточки

Для квалифицированного мастера, расточившего десятки, а то и сотни блоков, ничего сложного нет. Но как ни странно, сам процесс начинается с поиска такого специалиста, у которого должно быть качественное точное современное оборудование. Станки для хонингования – это отдельные аппараты, хотя есть и совмещенные. Меняется только головка. Хонинговка применяется после расточки или вместо нее. Для справки, всего бывает три вида станков:
- Вертикально-расточные. Самый распространенный вариант;
- Координатно-расточные. Особенность заключается в точном позиционировании и режимах фрезерования по средствам электроники. Такие станки очень дорогие. Встречаются в фирменных сервисах;
- Горизонтально-расточные. На самом деле это модифицированные фрезерные станки. Они используются редко, так как имеют большие погрешности.
Первоначально мастер производит замеры вручную или уже на станине с надетым на шпиндель измерительным прибором. Эта часть процесса занимает много времени и не терпит спешки. Правильная установка блока на станину по отношению к шпинделю и плоскостям дает нужный результат. Ошибка влечет несносность и отсутствие перпендикуляра, что приведет к износу при работе в двигателе. Далее принимается решение по поводу восстановительных действий. Профессионализм проявляется в способности мастера не выходить из нужных размеров. Непосредственно расточка стакана занимает мало времени. После следует набивка зеркала или хон. В первом случае – полировка до зеркального блеска. Однако есть утверждение, что после хонингования кольца лучше притираются к цилиндрам.
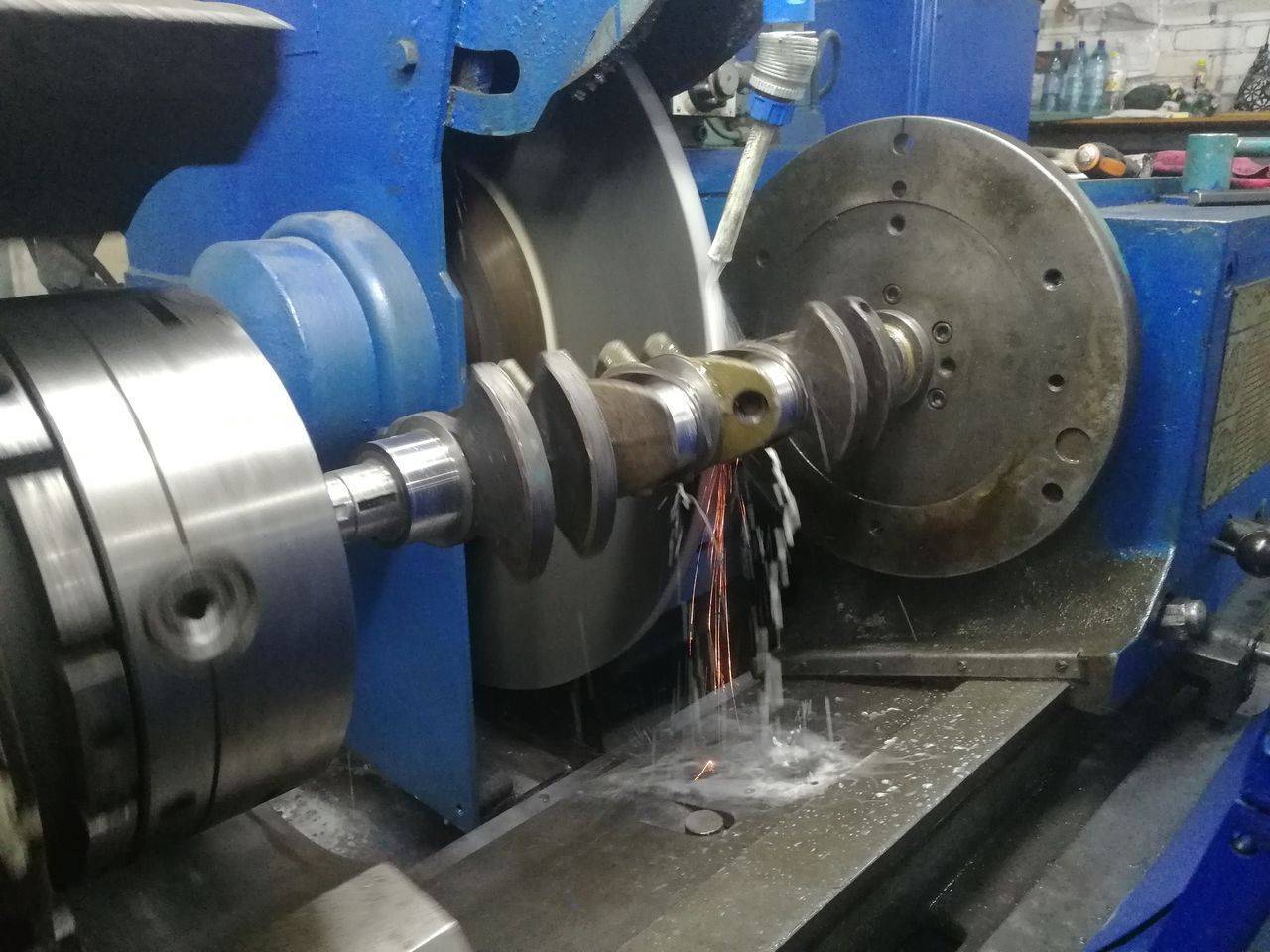
Шлифовка коленвала: цена и важные моменты
Процесс достаточно сложный и требует большого опыта от специалиста
Крайне важно соблюдать технологию и понимать принцип работы КШМ. Стоимость шлифовки и проточки обычно высока
Но это вполне обоснованные траты, так как новый коленвал обойдется все равно на 40-60 % дороже. Многие автовладельцы наивно считают, что для шлифовки нужен лишь соответствующий станок, но это совсем не так. Если мастер без опыта или достаточной заинтересованности берется за такую работу, то это может привести к грубым ошибкам, которые выльются в проблемы практически сразу.










Хотелось бы более подробно остановиться на вопросе, а во сколько же встанет качественная шлифовка коленвала. Цена очень сильно изменяется в зависимости от марки автомобиля и установленного двигателя. Чем больше цилиндров, тем больше придется заплатить. Отечественный ВАЗ отремонтировать дешевле всего, а двигатели V8 — крайне дорого. Расценки на одну лишь шлифовку могут изменяться от 2000 рублей и до 15 000, а в некоторых случаях и выше.
Особенности выполнения замены на разных двигателях
Видео: Течь масла из под переднего сальника коленвала ВАЗ 2114 ,как поменять сальник !
К примеру, если взять модели ВАЗ, начиная от 2108, оснащенные 8-клапанным ГРМ, то на них замена делается проще всего. Провернув коленвал, то замену делать не стоит, так как для этого не снимая двигатель с. Проблема может возникнуть только с отворачиванием болта крепления шкива. Чтобы этого избежать вращение двигателя блокируется путем включения скорости на КПП и выжимом тормозов.
На 16-клапанных двигателях выполнение работ сложнее. Как поменять рулевую тягу на форд фокус 2? Занятие не из лёгких, сразу скажу. Но по силам каждому, ведь дорогу осиливает идущий!. Обусловлено это сложностью фиксации распредвала после установки по меткам. Замена сальника и набивки не снимая коленвал и. К примеру, на автомобилях Рено Логан для этого потребуется специальная фиксирующая пластины для валов, а также фиксатора для коленвала. Да и в общем, для обеспечения доступа к ремню ГРМ на 16-клапанных двигателях приходится снимать множество элементов с двигателя, в некоторых случаях также нужно поддомкрачивание одной стороны мотора, предварительно сняв его опору.
Если брать двигатели, у которых ГРМ приводится от цепи, то у них свои нюансы. С одной стороны, поменять потекший сальник на них проще, поскольку нет надобности в разборке привода ГРМ. Но с другой – доступ к сальнику сильно ограничен и заменить его непросто. К примеру, на ВАЗ-2107, для замены сальника достаточно лишь снять ремень привода вспомогательного оборудования, и открутить шкив. А далее просто подковыриваем потекший сальник и устанавливаем новый.
Двигатель «прыгает».
Избыточные вибрации при работе двигателя имеют различные причины. Иногда они вызваны неравномерностью сгорания топлива по цилиндрам или вопросами к сцеплению.
Но все же, наиболее часто вибрация двигателя – это проблема балансировки двигателя в сборе.
Избыточная вибрация может проявляться только на каких-то конкретных оборотах двигателя или же присутствовать все время. Все зависит от прохождения точки резонанса. Не следует ждать, что что-либо приработается или «это пройдет». Если ситуацию оставить как есть, то есть высокий риск того, что коленчатый вал лопнет. Поэтому, не дожидаясь этого, двигатель следует отбалансировать в сборе. Выше в этой статье мы уже писали про балансировку двигателя. Следует отметить, что кустарные методы балансировки (балансировка только коленвала с маховиком методом подбора) часто могут быть не эффективны и всегда следует предпочесть балансировку двигателя со стробоскопом. В таком случае удается свести вибрации к 0.
Шлифовка коленчатого вала в домашних условиях: процесс, инструменты, цена
В каких случаях необходимо производить шлифовку коленвала?
Коленчатый шкив представляет собой довольно сложный по конструкции и функционированию элемент двигателя. Его предназначение заключается в преобразовании возвратно-поступательных движений поршней в крутящий момент. Если объяснить в двух словах, то коленвал позволяет транспортному средству двигаться, без него невозможна работа ни одного двигателя.

Коленчатый вал двигателя
Перед тем, как рассказать, что такое расточка коленвала, разберемся, что же влияет на его износ:
Именно в таких случаях, если вы не хотите приобретать вышедшие из строя компоненты, осуществляется расточка коленвала, то есть процесс восстановления его работоспособности. Профессионалы в этой отрасли давно знают, что конструкция коренных и шатунных элементов скольжения коленчатого шкива осуществляется с использованием сменных вкладышей. В том случае, когда их износ достигает критических пределов, приходится разбирать двигатель и монтировать новые компоненты.
Причины, по которым возникает необходимость расточки
На самом деле причины, по которым осуществляется процесс восстановления и шлифовка коленвала, очень банальны. И связаны они исключительно с эксплуатацией транспортного средства.
Причины необходимости восстановления следующие:
Симптомы необходимости ремонта шеек коленчатого вала
Итак, при каких симптомах возникает необходимость восстановления узла и ремонта шеек.
Это обычно происходит при проявлении следующих дефектов:
Подробная инструкция
С причинами и симптомами необходимости восстановления мы разобрались. Где расточить коленвал и сколько это стоит? Именно такой вопрос приходит в голову каждому владельцу транспортного средства, столкнувшегося с необходимостью ремонта узла. Ответ прост — коленчатый шкив вполне можно расточить в домашних условиях, разумеется, при наличии необходимого оборудования (станка), инструментов и определенных знаний.
Но вы должны максимально понимать эту тему, поскольку изучить техническую литературу и посмотреть один раз, как это делает специалист, будет крайне недостаточно. Как минимум, нужно иметь соответствующий опыт. Итак, как происходит расточка — весь технологический процесс с подробным описанием предоставлен ниже.
Этапы
Когда все работы завершены, необходимо произвести полную прочистку узла от продуктов износа, то есть металлической стружки и прочего мусора. Далее, узел необходимо смазать, затем собираются все компоненты механизма. Полученный узел монтируется обратно в двигатель. Вся сборка происходит в обратной последовательности.
Рекомендуем:
 Сколько стоит полис АвтоКАСКО (как рассчитать стоимость КАСКО)
Сколько стоит полис АвтоКАСКО (как рассчитать стоимость КАСКО)
 Коленвал
Коленвал
 Замена переднего и заднего сальника коленчатого вала
Замена переднего и заднего сальника коленчатого вала
 Как открутить болт шкива коленвала
Как открутить болт шкива коленвала
 Симптомы неисправности датчика коленвала
Симптомы неисправности датчика коленвала
 Датчик положения коленчатого вала: методы проверки, признаки неисправности, расположение
Датчик положения коленчатого вала: методы проверки, признаки неисправности, расположение
 Новый виток эволюции ДВС: супер двигатель без коленвала
Новый виток эволюции ДВС: супер двигатель без коленвала
 Причины заклинивания автомобильного двигателя
Причины заклинивания автомобильного двигателя
 Смазочная система дизельного мотора
Смазочная система дизельного мотора
 Балансирный вал
Балансирный вал