Правовая сторона использования срытой рекламы
Одним из видов ненадлежащей рекламы согласно ФЗ «О рекламе» является скрытая реклама. Она характеризуется как использование и распространение рекламной информации методом воздействия на подсознание потребителя. В любом случае скрытая реклама – это сведения, как и любая другая реклама.
Использование двойных аудио записей, вставка 25-го кадра не допустимы. Они основаны на свойствах подсознания человека, способного усваивать некоторую информацию напрямую. Основным способом такого воздействия как раз и является 25-й кадр.
Но не смотря на все законодательные ограничения телевидение и пресса наполняют свои передачи, шоу и фильмы скрытой рекламой.
Диагностика и способы устранения повреждений
Такое неприятное понятие как «трещина», наверное, в любом случае имеет негативное значение, будь то переносный смысл или прямой, трещины — это всегда плохо. Появление трещин в головке блока цилиндров (ГБЦ) не сулят владельцу ничего хорошего, в лучшем случае дорогостоящий ремонт, в худшем капремонт или полная замена мотора.
Причины появления трещин в головке блока цилиндров
Чаще всего трещины в ГБЦ появляются в результате механических повреждений, перегрева или по причине замерзания охлаждающей жидкостив системе охлаждения.
Признаки появления трещин в ГБЦ:
- Постепенное снижение уровня охлаждающей жидкости (ОЖ) в системе;
- Пузырьки в расширительном бачке системы охлаждения;
- Масло в антифризе или наоборот;
- Появление воздушной пробки;
- Постоянные проблемы с температурой ОЖ (то слишком большая, то наоборот).
Как найти трещину в ГБЦ?
Несмотря на вышеперечисленные признаки, найти саму трещину бывает довольно сложно, а порой и вовсе невозможно. Даже опытный «моторист» может очень долго искать место образования трещины. Все дело в том, что на разных моторах трещины появляются в разных местах.
Перечислим основные места появления трещин в ГБЦ
- Между клапанами. Как правило, трещину видно сразу, она проходит под седлами двух соседних клапанов.
- Между клапаном и свечой. Ситуация похожая, и сама трещина видна сразу, искать ее не придется.
- На дизельных моторах трещина легко может образоваться в месте расположения клапана и уйти в сторону форкамеры. Опять же, поиск этой трещины не займет много времени и сил. Однако если трещина в ГБЦ образуется под форкамерой, увидеть ее вряд ли удастся.
- Под направляющей клапана. Это место также одно из неприятных с точки зрения обнаружения. Первое — в канале достаточно темно, второе — трещина прикрыта направляющей втулкой. В такой ситуации необходим особый подход и диагностика.
Как обнаружить трещины в блоке цилиндров
Далеко не всегда, когда речь идет о трещине в блоке цилиндров, подразумевается серьезный заметный на глаз дефект. Довольно часто это микротрещины, которые можно определить одним из следующих методов:
- Пневматической опрессовки;
- Использования ультразвукового сканирования;
- Применения специализированного магниточувствительного оборудования;
- Гидроконтроля.
Каждый из этих способов позволяет установить, имеются ли микротрещины в блоке цилиндров, и где они конкретно находятся. Чаще всего в сервисных центрах при отсутствии специализированного оборудования для диагностики блока цилиндров используют метод поиска трещины с помощью воды или воздуха.
Суть данного метода проста — внутрь блока цилиндров закачивается вода, и если она просачивается, значит, в этом месте имеется трещина. При использовании воздуха внутрь закачивается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
Обратите внимание: Чтобы точно определить место трещины, можно использовать магниты. Они устанавливаются по краям от предполагаемого раскола блока цилиндров, после чего между ними пространство засыпается проводящими опилками
Если трещина имеется, линии магнитного поля разорвутся, и опилки будут собираться в месте, где находится микротрещина
Если трещина имеется, линии магнитного поля разорвутся, и опилки будут собираться в месте, где находится микротрещина.
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.







Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
-
Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5)
Методы ремонта
Ремонту поддаются неглубокие микротрещины на плоскостях прилегания ГБЦ к БЦ, а также практически все дефекты с внешней стороны. Отремонтировать внешний раскол можно методом «холодной» или электрической сварки. Под «холодной» сваркой подразумевается нанесение на дефект специального полимерного состава. Перед ремонтом необходимо тщательно зачистить зону вокруг дефекта, а также желательно засверлить концы трещины, чтобы убрать остаточное напряжение и предотвратить дальнейший раскол детали.
Удаление трещин в блоке и ГБЦ методом электрической сварки требует предварительного нагрева детали. Детали из алюминия прогревают минимум до 250ºС, а блоки цилиндра из тяжелых металлов, к которым относится чугун, до 350-400ºС. Таким образом сводится к минимуму риск локальной деформации детали в зоне сварочных работ. Перед нагревом и заплавлением дефекта трещина в ГБЦ/блоке цилиндров зачищается абразивом, а ее концы засверливаются для снятия остаточного напряжения. Таким методом можно удалить не только микротрещины, но и восстановить недостающие части детали, приварить отколовшиеся кронштейны.
Печать
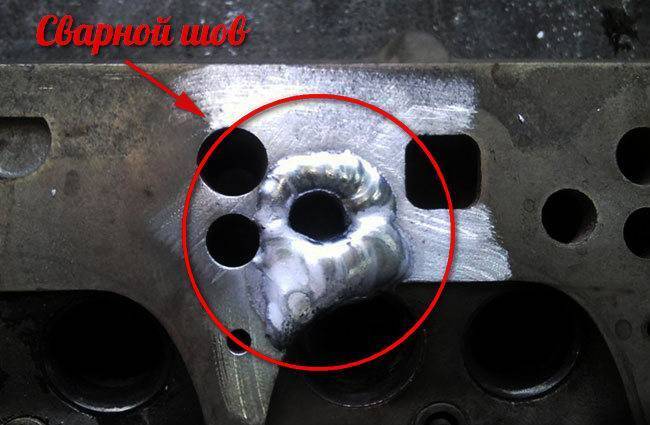
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
Будет полезно: Как проверить давление ТНВД своими руками?
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.









-
Тосол в блоке цилиндров двигателя: причины и способы…
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта. Читать далее
-
Какой герметик лучше для двигателя автомобиля?
Виды герметиков для двигателя автомобиля: анаэробные, силиконовые, ремнотные. Принцип дейсвтия, отличия, сферы применения. Как выбрать лучший герметик. Читать далее
-
Последствия перегрева двигателя автомобиля
Почему возникает перегрев двигателя. Чего ожидать водителю и какие поломки могут возникнуть, если двигатель перегрелся. Что делать в случае перегрева ДВС. Читать далее
-
Эмульсия на щупе уровня масла: причины возникновения
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы. Читать далее
-
Разминусовка двигателя: зачем она?
В чем заключается и для чего необходима разминусовка силового агрегата. Основные преимущества данного решения, установка дополнительной массы своими руками. Читать далее
-
Блок цилиндров двигателя
Назначение блока цилиндров в конструкции ДВС. Разновидности, материалы и способы изготовления. Преимущества и недостатки блоков из чугуна и алюминия. Читать далее
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Вероятные симптомы и причины
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ
Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору
Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.










Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
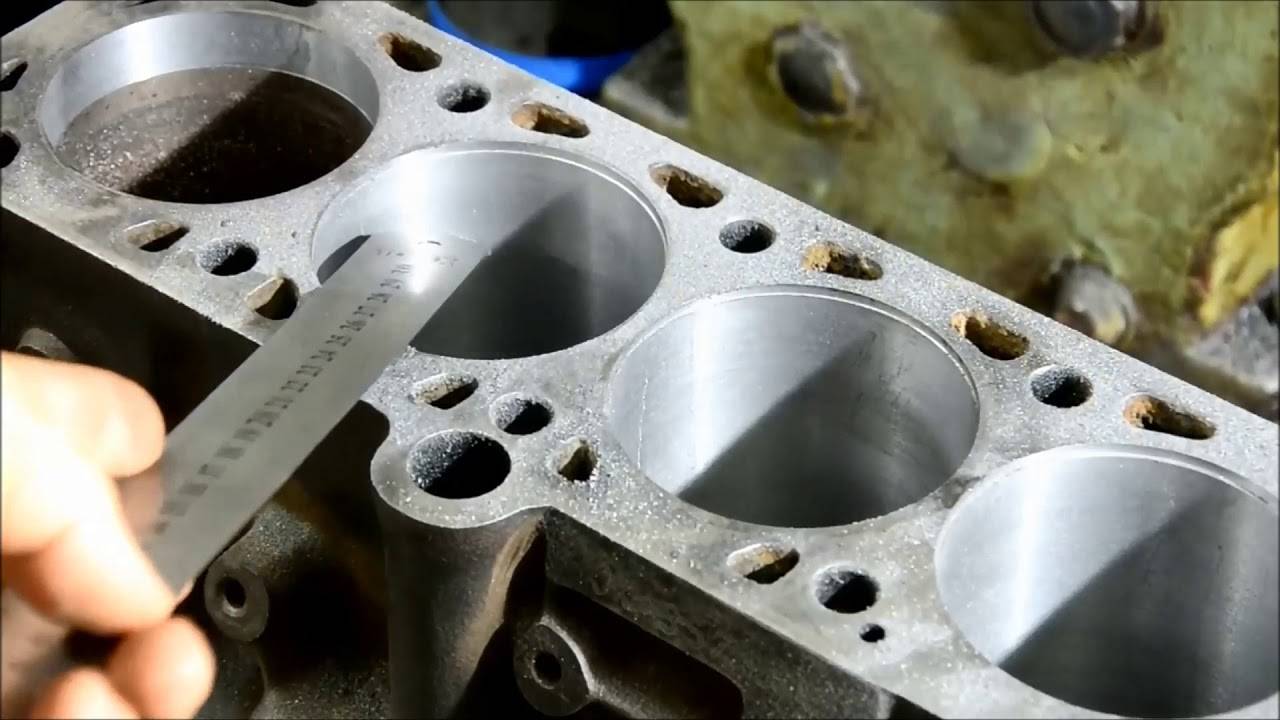
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Ремонт дефектов
- Перед началом ремонта нужно вырезать кусок металла, по своим размерам соответствующий трещине. Глубина канавки должна быть не менее 8 мм, а форма должна быть клиновидной.
- Перед тем как заварить головку, ее нужно нагреть до температуры 200 градусов. Для этого можно использовать ацетиленовую горелку, но не паяльник.
Заваривание трещин головки
Для ремонта используйте газовую установку с присадочными материалами. Эффективные результаты получаются при аргонно-дуговой сварке. К ГБЦ нужно подключить массу. Дуга должна гореть между головкой и электродом, туда же и следует подложить кусок металла, который будет заделана трещина.
Когда сварка завершена, шов тщательно зачищаем и еще раз опрессовываем. Если дефектов нет, то поверхность головки нужно отфрезеровать.
Микротрещина в цилиндре наверно самая большая головная боль, хозяина автомобиля, так и мастера к которому он обращается. Все дело в том, что ее не видать визуально, а симптомы что начинает прогорать прокладка под головкой. Несколько раз попадались мне такие двигатели. Но бывает и микротрещина и в головке. Признак микротрещины в цилиндре и головке один и тот же что и начинающий прогар прокладки под головкой.
Расскажу сначала про микротрещину в головке, а ниже про микротрещину в цилиндре.
Подъехал парень на ВАЗ-2106 и говорит машина все время кипит, подождал немого пока перестанет кипеть двигатель, открыл крышку радиатора и долил охлаждающей жидкости в радиатор, завел двигатель на холостых оборотах. Стал смотреть в радиатор, вижу как пузыри выходят из радиатора, (но если долили жидкость в радиатор то обычно сразу выскакивает несколько пузырей но они быстро прекращаются), в переднеприводных машинах начинает раздувать бачек в который наливают охлаждающую жидкость и также идут пузыри. Если прокладка под головкой прогорела сильно то жидкость идет в цилиндр, сквозь поршень жидкость просачивается в блок двигателя и попадает в масло, признак, масло становится цвета белой эмульсии и увеличивается в объеме.
Сразу определил, что начинает прогорать прокладка, снимаю головку а прокладка новая (совсем свежая) и никакого намека на прогар, спросил, уже меняли прокладку, говорит два дня назад купил головку с рук, заменили ее и с тех пор кипит. Спрашиваю, а до этого на старой головке кипела, говорит, нет ни кипела, но она троила из-за прогара клапана, я решил купить эту головку тем более не дорого предложили, чтобы с той не мучится. Говорю, у тебя два варианта, покупать другую головку, или вези старую я ее починю, решил он ремонтировать старую (головка и правда была сильно ушатана, пришлось менять все клапана и направляющие втулки клапанов). Поставил отремонтированную головку и кипение прекратилось. Но что смешно, через некоторое время ко мне подъехал другой парень на ВАЗ-2107 и также пожаловался что кипит двигатель, открыл капот и узнал головку из-за которой кипела шестерка (на ней было пятно красной краской, потому и запомнил). Спросил у него давно головку менял, говорит, на днях. Рассказал я ему историю этой головки. Визуально в этой головке я так и не нашел микротрещины, и в каком она месте так и не понял.
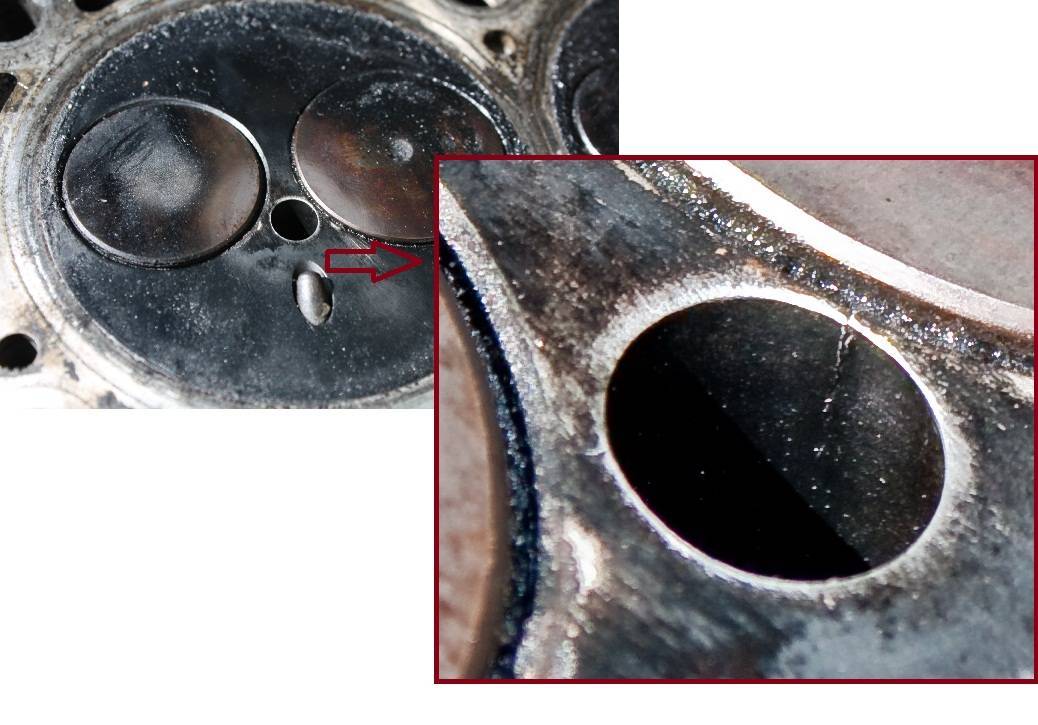
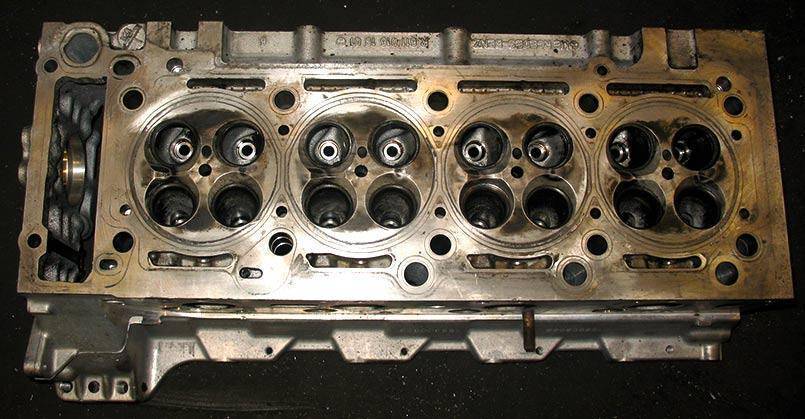
Фото. Микротрещина в головке
Чаще всего микротрещина в головке бывает как показано на фото, и чаще всего в моей практики она бывает во втором или третьем цилиндре. На фото красным показано расположение микротрещины. Проще найти микротрещину так, зачистите ножом нагар в том месте где показана трещина, и она проявляется.
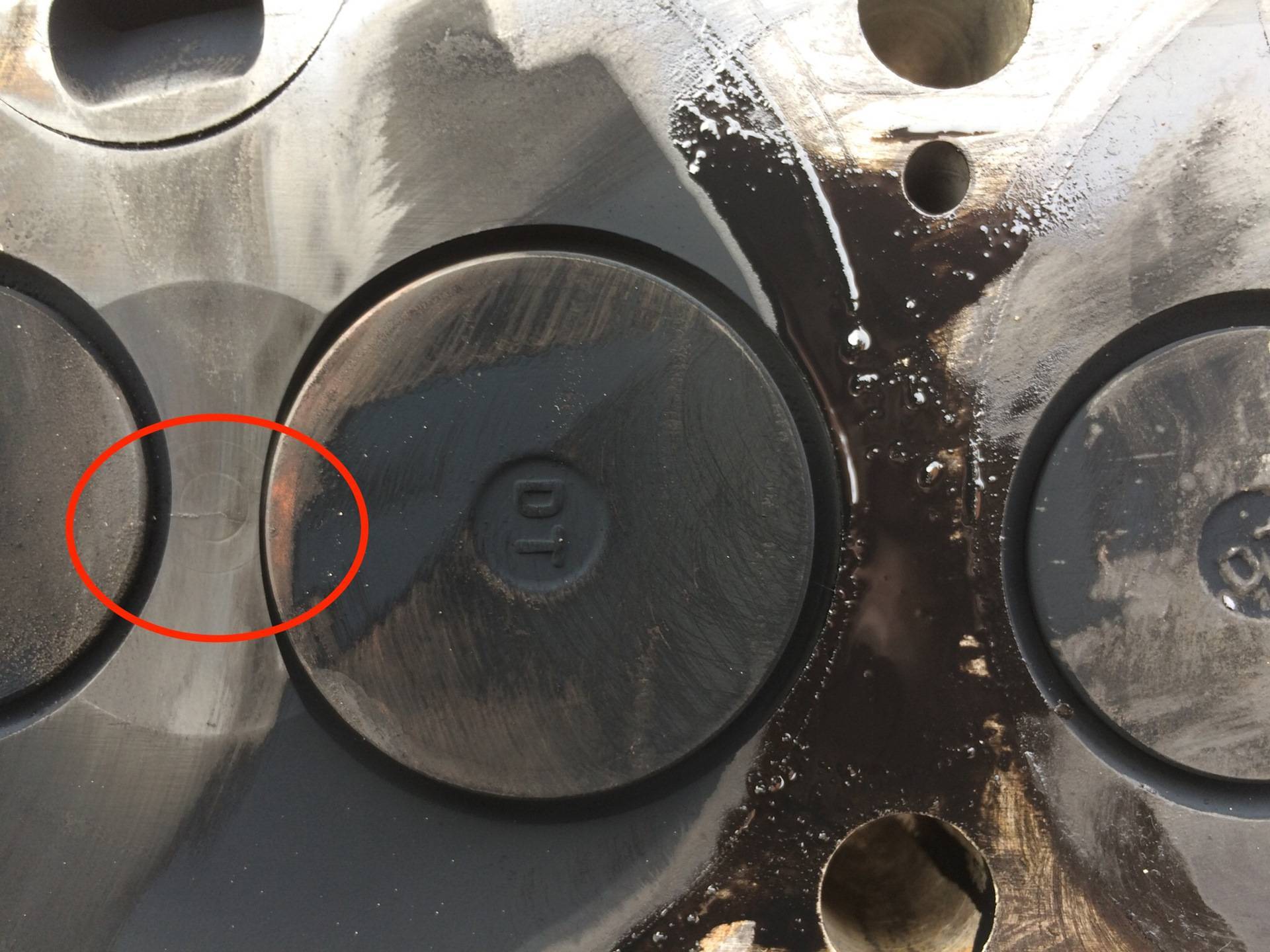
Фото. Головка от Нивы сразу с двумя микротрещинами
А один раз попалась головка сразу с двумя микротрещинами, она есть на фото и трещины показаны стрелками, их нашел сразу, стоило только ножом снять нагар. Признак этих микротрещин в этой Ниве был такой, второй и третий цилиндры троили, на малых оборотах, уходил тосол и вылетал через глушитель, также шли пузыри в радиатор, но в масло тосол не шел. Может потому что у этого движка очень хорошая поршневая группа, а была бы плохая поршневая то и в блок проникал бы тосол. Это так и осталось загадкой, почему не проникал тосол в масло сквозь поршни, думаю его очень мало поступало в цилиндры, в основном давление продавливало воздух в головку и совсем капли засасывало в цилиндры.
Рекомендуем:
 Сколько стоит полис АвтоКАСКО (как рассчитать стоимость КАСКО)
Сколько стоит полис АвтоКАСКО (как рассчитать стоимость КАСКО)
 Трещина в блоке цилиндров
Трещина в блоке цилиндров
 БЦ
БЦ
 Лопнула гильза в блоке цилиндров: причины и доступные способы ремонта
Лопнула гильза в блоке цилиндров: причины и доступные способы ремонта
 Прогорела прокладка головки блока цилиндров: симптомы неисправности
Прогорела прокладка головки блока цилиндров: симптомы неисправности
 Ремонт сколов на лобовом стекле автомобиля
Ремонт сколов на лобовом стекле автомобиля
 Как правильно делается хонингование цилиндров двигателя
Как правильно делается хонингование цилиндров двигателя
 Антифриз или тосол в блоке цилиндров: что делать и как решить проблему
Антифриз или тосол в блоке цилиндров: что делать и как решить проблему
 Ремонт сколов и трещин лобового стекла автомобиля
Ремонт сколов и трещин лобового стекла автомобиля
 Опрессовка головки и блока цилиндров: что это такое
Опрессовка головки и блока цилиндров: что это такое