Теория хонингования блока цилиндров
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Хонингование цилиндров: что это такое
Блок цилиндров представляет собой элемент, основная задача которого заключается в создании связи между ключевыми механизмами двигателя:
- коробка передач;
- головка блока;
- механизмы поршневой группы.
Наряду с выполнением основных задач блок цилиндров необходим для устранения шумов двигателя. Если запланирован капитальный ремонт, то специалисты находят время для проведения диагностики и этого элемента. Дело в том, что блок цилиндров в процессе эксплуатации испытывает значительные нагрузки. Все это увеличивает вероятность его износа. Новый цилиндр, как правило, имеет круглую форму, но постепенно становится овальным. В свете того, что он работает достаточно долго и подвергается чрезмерным нагрузкам, его стенки могут получать повреждения и покрываться царапинами. Если в автомобиле имеется деформированный блок цилиндров, то впоследствии это может привести к довольно большим проблемам в работе транспорта.
Во время выполнения ремонта двигателя специалисты вынуждены обследовать разнообразные узлы, в числе которых не обходят вниманием и цилиндр. Воздействие постоянных нагрузок на цилиндр, приводит к тому, что его верхняя часть становится похожей на конус, а это может привести к уменьшению ступени уплотнения колец. Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла
Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности
Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла. Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.
Хонингование в домашних условиях
Чтобы провести такую работу в домашних условиях, необходимо наличие хонинговального ручного инструмента. Кроме того, потребуются:
- электрическая дрель;
- очки для защиты глаз;
- ветошь;
- масло или керосин.
Порядок работы следующий:
- Рабочий инструмент фиксируется в патроне дрели.
- Обрабатываемое отверстие увлажняется.
- Включается дрель, камни сжимаются, и инструмент опускается в отверстие.
- В процессе работы совершаются поступательные движения вверх и вниз.
- Вынимать инструмент из отверстия можно только после его остановки.
- Постоянно ведется наблюдение за формируемым узором поверхности. Получаемые линии должны ложиться равномерно, создавая между собой угол в 60 градусов.
Процесс хонингования наиболее часто применяется в период ремонта двигателя. Такая операция позволяет устранить нарушение параметров агрегата. В итоге у двигателя увеличивается эксплуатационный ресурс, что отдаляет время очередного ремонта.
Поиск записей с помощью фильтра:
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Как сделать хонинговку
Несколько этапов включает в себя хонингование, а также расточка:
1. Поначалу необходимо сделать грязную обработку. Она совершается посредству абразивных и грубых материалов, для возобновления начальной конструкции.
2. Исключительно специально предназначенным абразивом делается расточка цилиндра. Благодаря брусу с алмазным или керамическим напылением можно произвести хонингование. Устанавливать брус необходимо на головке хонинговальной. Она возвращается и совершает круговые движение как вниз так и вверх. Владея данным устройством, вы будете при осуществлении хонингования делать все точно. Также не нужно забывать об абразивном материале, с ним можно легко убрать недостатки с поверхности. Присутствует также одно «но» возникает допустимый уровень шероховатости.
3. По завершению хонингования следует, тщательно убрать поверхность очищенного цилиндра от всяческого мусора.
4. Большинство мастеров благодаря специальной пасте вычищают поверхности.
Если у вас есть в наличии какой угодно абразивный материал, вы сможете без труда делать хонингование блока цилиндра. Приступая к работе с цилиндрами, применяйте бруски с разным напылением (алмаза или керамики). Такие абразивы, как керамические включают в себя такую особенность как снашиваться в короткие сроки, чего не скажешь об иных. Вот алмазные, берегут силу специалиста в период обработки, но после таких абразивов сохраняется на поверхности цилиндра много частичек металла. Дабы сделать очистку впадин, вам следует их промыть жидкостью с содержанием мыла.









Хон в цилиндре что это?

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Что такое хонингование цилиндров двигателя
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Требования к оборудованию

Нанесение хона на цилиндр проводится посредством специального слесарного агрегата – хонинговального станка. Он состоит из поверхности, на которой закрепляют обрабатываемую деталь, блока управления, привода. Характеристики, по которым различают оборудование:
- Расположение шпинделя. Хон удерживается шпинделем, в зависимости от его расположения станок считают вертикальным или горизонтальным, а для специализированного хонинга используют наклонный станок.
- Количество шпинделей. Для обработки сложных, многоуровневых деталей применяют многошпиндельные станки, облегчающие работу с объектами. Хонингование простых элементов проводят на оборудовании с одним шпинделем.
- Наличие системы автоматизации. Станок может быть автоматизирован, чтобы облегчить мастеру работу со сложными деталями.
Программное управление контролирует проведение обработки, обеспечивает стабильность шлифовки, рассчитывает точное количество масла для орошения, отвечает за расчет чистоты полировки.
Преимущества хонингования

Хоть шлифование, полирование и притирка считаются наиболее популярными и распространенными методами обработки цилиндров, в большинстве случаев предпочтение отдают хонингованию, так как оно является более эффективным и точным. Помимо этого, при хонинговании можно столкнуться и с другими преимуществами, среди которых:
Повышение устойчивости к износу. Это, в свою очередь, позитивно влияет на дальнейшую работу двигателя и позволяет максимально повысить его срок эксплуатации.
Отсутствие брачных деталей. Дело в том, что при обрабатывании цилиндров хоном поверхность подвергается меньшему давлению, чем, например, при шлифовании. То есть шансы на получение брачного цилиндра значительно уменьшаются.
Достижение технических требований. За счет того, что хонинговальные бруски имеют более широкую номенклатуру в сравнении с теми же абразивными кругами, достичь технических требований, предъявляемых к детали, в несколько раз проще.
Изготовление точного отверстия. За счет своей конструкции хон во время обработки может автоматически исправить отклонения отверстия от допустимых значений, которые остались от предыдущих операций, например, после сверления.
Уменьшение времени, отведенного на обработку. Как известно, существует не одно приспособление для хонингования цилиндров. Есть и такие приспособления, которые позволяют выполнять хонингование блока деталей. За счет обработки нескольких отверстий одновременно и уменьшается время, отведенное на операцию










Это особенно важно в массовом производстве, когда в день необходимо изготавливать тысячи цилиндров.
Читать также: Амперметр для зарядного устройства 10а постоянного тока
Главные плюсы
Хонинговка деталей имеет ряд положительных сторон. К преимуществам относятся:
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Читать далее: Ремонт генератора Volkswagen Golf 2 3 4 Polo Sedan и Passat B3 B5 замена ремня своими руками
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
Читайте в этой статье
Хонингование блока цилиндров
Завершающим этапом капитального ремонта автомобильного двигателя считается хонингование блока цилиндров, которое за счет снижения шероховатостей цилиндров обеспечивает плавное движение поршня.
Зачем нужно хонингование блока цилиндров
Как известно силовой агрегат любого автомобиля теряет в ходе эксплуатации свои первоначальные свойства, что негативно отражается на его работе. Если посмотреть на выработанные цилиндры в разрезе. То можно увидеть следы и царапины, что в свою очередь сказывается на мощности двигателя — она уменьшается, а также повышается расход горючего и масла двигателя и теряется компрессия.
Если ремонт двигателя произвести не вовремя, то неважное состояние цилиндров отразится на работоспособности других механизмов и может привести к выходу из строя других важных механизмов
Процесс выполнения хонингования
Расточка и хонингование цилиндров производится в несколько этапов:
- Черновая обработка, которая производится с использованием абразивных материалов и возвращает детали первоначальное состояние.
- Расточка цилиндра. Это действие производится с использованием специальных абразивов
- Хонингование. Выполняется с применением бруса с керамическим или алмазным покрытием, который закрепляется на хонинговальной головке и выполняет движение вверх-вниз. Такое приспособление способно выполнить хонингование с высокой точностью.
- Очистка обработанного цилиндра. Это действие производится с использованием специальной пасты.
Преимущества хонингования и расточки
Хонингование цилиндров силового агрегата автомобиля доводит уровень давления в цилиндрах до максимума, что повышает его эффективность.
Расточка образовывает на поверхности цилиндра специальную сетку, которая сохраняет масло и когда двигатель находится в рабочем состоянии, то детали взаимодействуя, постоянно смазываются маслом.
Для работ по хонингованию потребуется специальное оборудование. В частности, для расточки понадобятся 5-8 брусков, которые располагаются по обрабатываемой поверхности. Такой инструмент устанавливается при помощи гидравлического привода. Примечательно, что бруски для расточки изготовлены таким образом, что алмазное напыление самозатачивается.
Хонингование цилиндров в домашних условиях
Даже если автомобилист решил самостоятельно хонинговать цилиндры двигателя, без специального оборудования это сделать сложно. Но плосковершинная хонинговка вполне доступна в домашних условиях и выполняется за два этапа:
- Сначала мастер проводит черновую очистку, удаляя поврежденные слои цилиндра и выравнивая шероховатости.
- Затем мастер работает мелким абразивом, добиваясь высокой точности, а гладкость обеспечивается за счет использования паст.
Специалисты советуют, при самостоятельных работах, не пренебрегать процедурой очистки двигателя от грязи и металлических частиц.
Смотреть все фото новости >>
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Хонингование цилиндров двигателя автомобиля
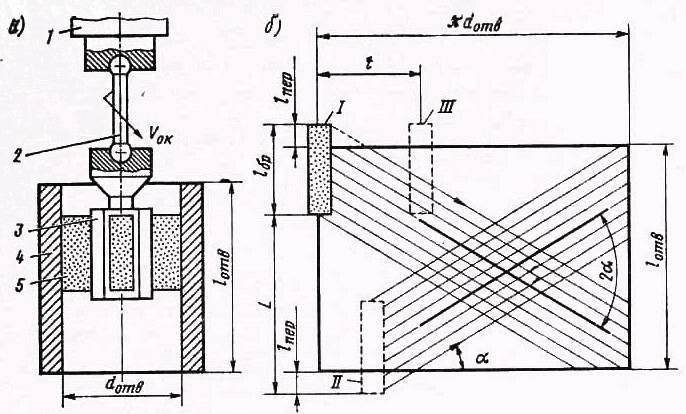
Схема процесса хонингования цилиндра: 1 – приводной вал; 2 – шарнир; 3 – головка хонинговальная; 4 – цилиндр съемный (гильза); 5 – абразивный брусок
На представленной схеме следует отметить наличие угла α. Он определяет получение перекрещиваемых линий, образующих сетку, при поступательном движении хон вверх и вниз. 2α – угол скрещивания двух взаимнопересеченных линий при прямом и обратном движениях.








I, II, III – это ряд последовательных положений абразива за два хода вверх и вниз.
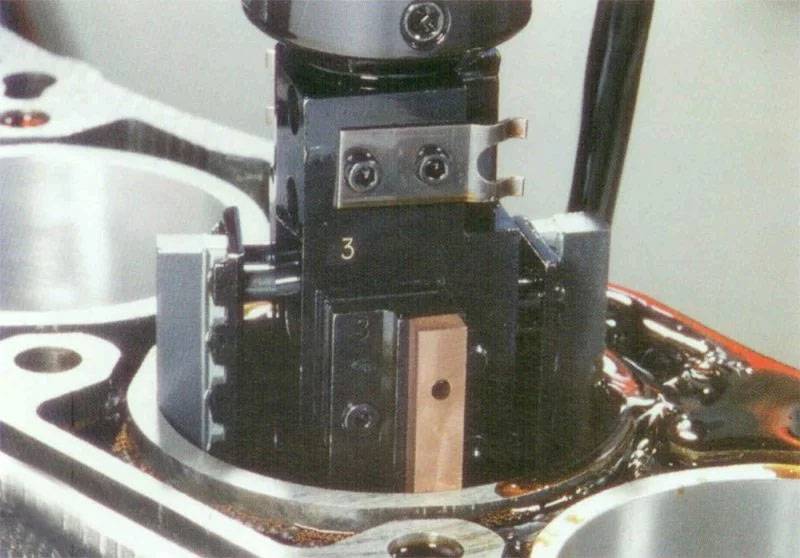
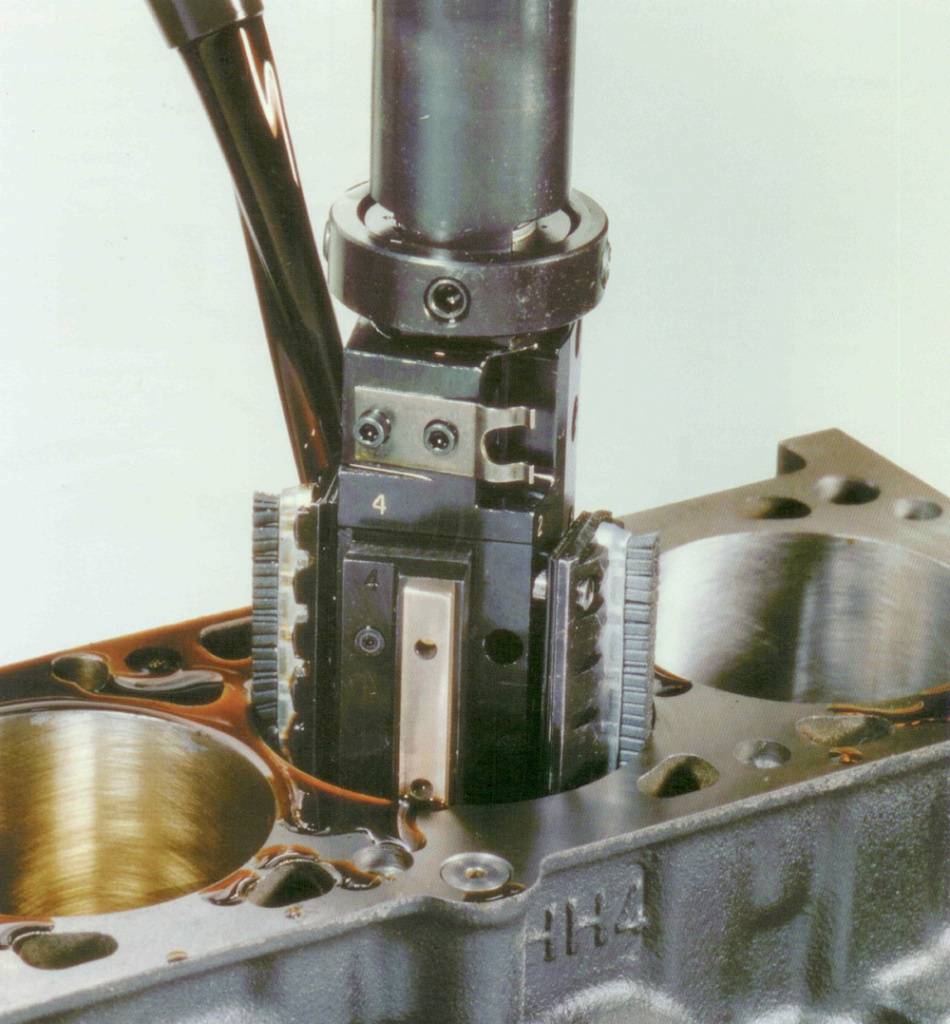
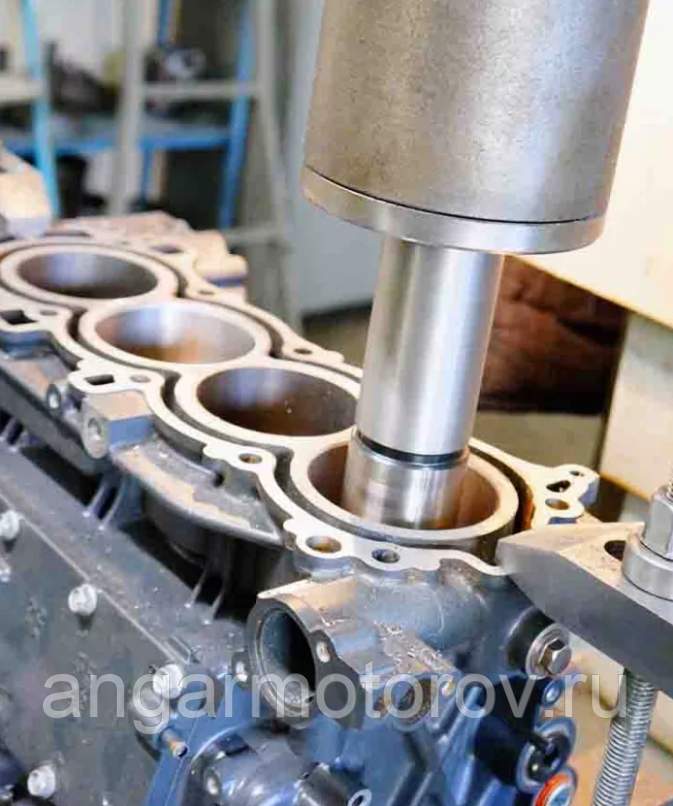
Реальная головка в работе на блоке

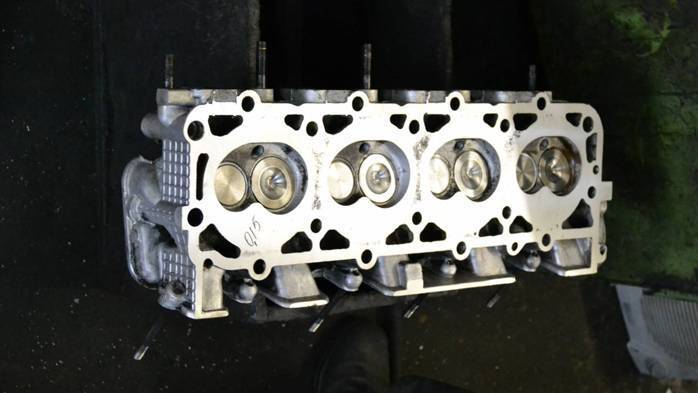
Реальная поверхность внутреннего пространства цилиндра после обработки
Как обрабатывают отверстия не круглой формы
Характерной особенностью хонинговальных станков является их способность обрабатывать любые поверхности. Это могут быть глубокие или несквозные отверстия, шпоночные пазы, канавки. Также обработке поддаются конические элементы и некруглые отверстия.
Происходит это за счет того, что в хонинговальных станках бруски находятся в специальном корпусе, конструкция которого состоит из следующих элементов:
- пневматической камеры;
- двух муфт: подвижной и неподвижной;
- колодок.
В корпусе изготовлены канавки, по которым подается воздух. В процессе работы давление воздушного потока из пневмокамеры прижимает инструмент к обрабатываемой поверхности изделия. Колодки обладают способностью поворачиваться на необходимый угол. Благодаря этому происходит хонингование любой поверхности вне зависимости от ее конфигурации. Изменением силы воздушного потока контролируется величина прижима хонинговального инструмента к изделию.
Другой способ – это использование гибких щеток, которые крепятся к эластичным нитям. В итоге возможна обработка поверхности любого контура.

Другой способ – это использование гибких щеток, которые крепятся к эластичным нитям. В итоге возможна обработка поверхности любого контура.
Инструмент и приспособления для хонингования

Обычный станок не подойдет для выполнения хонингования, так как здесь требуется работа специального оборудования. Как уже было сказано выше, расточку делают с помощью брусков с абразивными материалами. Количество этих брусков должно быть 5-8 штук. Для равномерной обработки необходимо, чтобы бруски располагались по всей поверхности цилиндра, который обрабатывается в данный момент. Чтобы установить инструмент, понадобится помощь гидравлического привода.

Зерна абразивного материала прикреплены на бруске с помощью связки из пластмассы. Данные бруски выполнены так, что алмазное напыление способно самозатачиваться.









