Шатун, особенности конструкции
Конструктивные отличия шатуна определяются типом мотора и схемой его компоновки. Так в бензиновых двигателях используют легкий вариант, а в дизельных – утяжеленный, Причина тому – дизель работает при бОльших степенях сжатия .
Основные элементы
К главным звеньям относятся: стержень, верхняя головка (поршневая) и нижняя (кривошипная). Также в комплект входят: вкладыши нижней головки (подшипники скольжения), подшипниковая втулка верхней головки, болты и гайки со шплинтами для крепления нижней головки к шатуну.
Стержень шатуна может быть разных видов сечения: прямоугольник, круг, крест или Н-образный. Есть движки, в которых шатуны имеют масляную канавку, через которую подается масло к поршню.
Поршневая головка находится вверху – это неразъемный шатунный элемент. Его конструкция зависит от способа установки поршневого пальца.
В двигателях, с пальцем фиксированного типа (палец жестко запрессован в верхнюю шатунную головку), в поршневой в головке предусмотрено цилиндрическое отверстие без втулки.
В варианте движка с плавающим пальцем (палец фиксируется в бобышках поршня), присутствует биметаллическая или бронзовая втулка.
Кривошипная головка находится внизу и имеет разборную конструкцию. Она соединяет коленчатый вал и сам шатун. Включает верхнюю часть и крышку, которая прикреплена к шатуну болтами. Бывает с двумя категориями разъемов относительно стержневой оси – косым (под углом) и прямым (перпендикулярным).
В головке, как уже говорилось, установлены вкладыши подшипника скольжения. Выглядят как две половинки разрезанного плоского кольца. Покрыты и могут содержать от двух до пяти слоев мягкого металла.
Чтобы не возникало вибраций и шумов во время работы двигателя, все шатуны, и их составляющие должны быть одинаковой массы. Подгонку по массе делают, снимая тонкую стружку с бобышек, которые расположены на верхней головке, на стержне или внизу поршневой головки.
Применяемый материал и профили
Шатуны делают штамповкой из высокопрочной стали или методом литья из чугуна.
В дизельных моторах используются изделия из легированной стали изготовленные методом ковки (горячей штамповки), а в некоторых бензиновых двигателях из порошкообразных металлов, полученные методом спекания.
Напряженные условия работы этой детали предполагают ее высокую надежность, долговечность и износостойкость. Повышенные требования предъявляются и к болтам крепления. Для их производства используют легированные стали, с высоким коэффициентом текучести.
Конструктивные особенности
Стержень шатуна, при работе, подвергается продольному изгибу, поэтому обычно имеет двутавровое сечение, хотя встречаются также круглые, крестообразные и трубчатые. Но оптимальным вариантом считается двутавровый стержень, обладающий хорошей жесткостью при минимальном весе.
Для крестообразных профилей нужны более развитые головки, а это способствует утяжелению детали. У круглого исполнения простая геометрия, но оно требует высокого качества механической обработки.
В массовом автомобильном производстве применяются стержни двутаврового сечения. Для повышения общей жесткости, уменьшения габаритов и массы шатунов в форсированных двигателях обе головки отковывают как одно целое со стержнем. При этом верхней, как правило, придают форму цилиндра.
Верхние головки выпускаются различной формы, отличия зависят лишь от устройства и способа фиксации поршневого пальца, а так же от способа смазки.
Ну, теперь поняли, чем отличается наш шатун от медведя?)))
Да! Не забудьте поделиться с друзьями! Ссылочку скиньте им на эту статью и порядок. И не останавливайтесь на прочитанном, продолжайте расширять свой автомобильный кругозор, читай те статьи про Поршень, про Блок двигателя, Про Коленчатый вал. Всё будет для вас интересно!
До новых встреч, автомобилисты!)))
Материалы для производства шатунов
Шатуны производятся двумя способами – штамповкой из высокопрочной стали или литьем из чугуна. В дизелях применяются шатуны, изготовленные из легированной стали методом ковки или горячей штамповки.
В некоторых видах бензиновых двигателей устанавливаются шатуны, производимые из порошкообразных металлов методом спекания.
Из-за напряженных условий работы данная деталь КШМ должна отличаться надежностью, долговечностью и износостойкостью.
Особое внимание уделяется не только изготовлению шатунов, но и болтов крепления. Для производства болтов используются легированные виды стали, обладающие высоким коэффициентом текучести, что в несколько раз выше, чем у высокоуглеродистых сталей
Устройство автомобиля
Шатун является важной частью и служит промежуточным звеном между коленчатым валом и поршнем двигателя. Он предназначен для преобразование поступательных движений во вращательное
На шатун воздействуют существенные переменные нагрузки, которые чередуются сжатием и растяжением. Поэтому он изготавливается путем штамповки или литья стали. Так, шатун становится прочным, легким и одновременно жестким. У гоночных моделей автомобилей он выполнен из титанового сплава
Исходя от типа двигателя, шатуны имеют различные типы конструкции и длину. Условно, конструкция этого элемента подразделяется на три основные части – кривошипную и поршневую головки и стержень.
Почему шатуны выходят из строя?
Самой главной причиной поломки шатуна является естественный износ его элементов. Верхняя (поршневая) головка ломается реже всего. Чаще она отрабатывает такой же ресурс, что и весь мотор. Вот еще несколько причин поломки шатуна:
- деформация в результате столкновения поршня с ГБЦ;
- образование задир из-за попадания абразива на поверхность вкладыша (например, порвался масляный фильтр, и отработанное масло не очищается от посторонних частиц);
- из-за масляного голодания подшипник скольжения может повредиться (это можно определить во время капитального ремонта).
После естественной причины на втором мете стоит недостаточная или некачественная смазка. По этой причине каждый автомобилист должен помнить, что регулярная замена масла должна происходить в установленные заводом-изготовителем сроки, даже если машина не так часто ездит. Масло со временем теряет свои свойства, что может отрицательно сказаться на исправности ДВС.
голоса
Рейтинг статьи
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
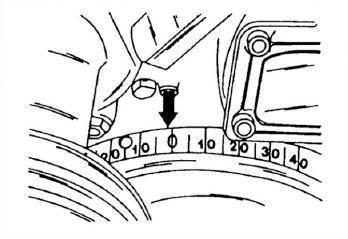
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.










Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Коленчатый вал
Коленчатый вал, соединенный с поршнем посредством шатуна, воспринимает действующие на поршень силы. На нем возникает вращающий момент, который затем передается на трансмиссию, а также используется для приведения в действие других механизмов и агрегатов. Под влиянием резко изменяющихся по величине и направлению сил инерции и давления газов коленчатый вал вращается неравномерно, испытывая крутильные колебания, подвергаясь скручиванию, изгибу, сжатию и растяжению, а также воспринимая тепловые нагрузки. Поэтому он должен обладать достаточной прочностью, жесткостью и износостойкостью при сравнительно небольшой массе.
Конструкции коленчатых валов отличаются сложностью. Их форма определяется числом и расположением цилиндров, порядком работы двигателя и числом коренных опор. Основными частями коленчатого вала являются коренные шейки 3, шатунные шейки 2, щеки 4, противовесы 5, передний конец (носок 1) и задний конец (хвостовик 6) с фланцем.
К шатунным шейкам коленчатого вала присоединяют нижние головки шатунов. Коренными шейками вал устанавливают в подшипниках картера двигателя. Соединяются коренные и шатунные шейки при помощи щек. Плавный переход от шеек к щекам, называемый галтелью, позволяет избежать концентрации напряжений и возможных поломок коленчатого вала. Противовесы предназначены для разгрузки коренных подшипников от центробежных сил, возникающих на кривошипах вала во время его вращения. Их, как правило, изготавливают как единое целое со щеками.
Для обеспечения нормальной работы двигателя к рабочим поверхностям коренных и шатунных шеек необходимо подавать моторное масло под давлением. Масло поступает из отверстий в картере к коренным подшипникам. Затем оно через специальные каналы в коренных шейках, щеках и шатунных шейках попадает к шатунным подшипникам. Для дополнительной центробежной очистки масла в шатунных шейках имеются грязеуловительные полости, закрытые заглушками.
Коленчатые валы изготавливают методом ковки или литья из среднеуглеродистых и легированных сталей (может применяться также чугун высококачественных марок). После механической и термической обработки коренные и шатунные шейки подвергают поверхностной закалке (для повышения износостойкости), а затем шлифуют и полируют. После обработки вал балансируют, т. е. добиваются такого распределения его массы относительно оси вращения, при котором вал находится в состоянии безразличного равновесия.
В коренных подшипниках применяют тонкостенные износостойкие вкладыши, аналогичные вкладышам шатунных подшипников. Для восприятия осевых нагрузок и предотвращения осевого смещения коленчатого вала один из его коренных подшипников (обычно передний) делают упорным.
Способы крепления на валу каретки
1. Клиновидный штифт — многим знакомая деталь у старых велосипедов, сейчас встречается разве что на детских двухколёсниках.
2. Квадратный торец вала — это традиционный способ крепления, при котором оба шатуна фиксируются на скошенных незаметным клином плоскостях квадратного сечения. Подтяжка на клине происходит при помощи винта или гайки, которые вкручиваются в концы вала. Места соединения всегда закрываются пластмассовым пыльником.
Этот тип крепления применяется на старых или недорогих велосипедах: шатуны к квадратному профилю вала притянуты гайкой
Такой тип крепления можно заметить на оборудовании Shimano Deore, Alivio, Acera велосипедов средней ценовой категории: шатуны затянуты болтом с головкой под шестигранник на 8
Часто встречается и такой способ крепления, отличающийся от предыдущего тем, что болт, который вворачивается в торец вала, сделан под накидной ключ на 15
3. Шестигранный торец вала — также делается со скосом для заклинивания надеваемого шатуна.
4. Шлицевое соединение — это стандарт OctaLink: вал каретки сделан со сквозным отверстием по оси, но имеет увеличенный диаметр; торцы вала круглой формы с восьмью выступами; шатуны притягиваются большим полым болтом под шестигранник на 10; снаружи соединение закрывается пыльником. Традиционный съёмник для разборки этого соединения применить не получится, ведь ему не во что будет упереться.
Крепление шатунов по стандарту OctaLink на дорогом горном велосипеде, в частности у оборудования Shimano Deore LX/XT и XTR
Определение типа системы
Шатуны – это рычаги, соединяющие педали с осью каретки. На шатунах жестко закреплены зубчатые колеса (их ещё называют звездами), которые приводят в движение цепь. Шатуны могут сниматься для их замены, замены или чистки звезд, обслуживания подшипников каретки. За последние годы конструкции систем заметно усложнились. Чтобы понять, как обслуживать систему, необходимо знать тип шатунов и подшипников, установленных в велосипеде.
Если вы не знаете, система какого типа у вас установлена, для определения вы можете либо просмотреть видео выше, либо воспользоваться сведениями, изложенными далее.
Что такое шатун.
Шатун ДВС — это простая конструкционная механическая деталь или, как его еще называют, тяговое дышло, соединяющее поршень посредством поршневого пальца и коленвала посредством шатунной шейки.

Чтобы не менять шатуны каждый раз, когда выполняют капитальный ремонт ДВС, в местах крепления используются специальный быстросъемные вкладыши (подшипники скольжения) с антифрикционными слоями.
Бывают также, по конструкционной особенности, шатуны залитые баббитом. В таких шатунах зазор регулируется выемками пластин половинками шатунов. Такие шатуны, в основном устанавливаются в компрессорах и тихоходных двигателях внутреннего сгорания.
Бывают шатуны из алюминия. Такие шатуны без защитного антифрикционного слоя и не подлежат ремонту. Устанавливаются в пусковых двигателях.
Во всех двигателях внутреннего сгорания, в которых есть поршни и коленчатый вал, устанавливаются шатуны, кроме мотора Баландина (вместо шатуна для передачи движения используется ползунок).
Стержень шатуна
Стержень имеет двутавровое сечение и может быть крестообразным, круглым, прямоугольным, Н-образным. Для того, чтобы к его подшипнику поступала смазка, в стержне предусмотрен специальное углубление – канал.
Поршневая головка изготовлена в виде проушины. В нее с натягом вставлена втулка, выполняющая роль подшипника скольжения. Она изготавливается из биметаллического сплава с добавлением олова или свинца. Также она может быть из бронзы. Поршневая головка имеет различное устройство и тип крепления. Для того, чтобы минимизировать массу шатуна, на некоторых моделях двигателя они изготавливаются трапециевидной формы головки.
Соединение с коленчатым валом обеспечивается кривошипной головкой. Чаще всего она разъемная. Соединение нижней части головки с шатуном обеспечивается болтами. В редких случаях вместо болтов используются бандажное или штифтовое соединение. Разъем может быть двух типов: прямым или косым. Последний чаще всего применяется на двигателях с V-образным типом расположения поршней.
Чтобы обеспечить противодействие поперечным силам, поверхность кривошипной головки делается профилированной. Соединение может быть замковое с прямоугольными выступами или зубчатое. Наиболее распространенным современным способом соединения является контролированное раскалывание. Оно также именуется как Сплит-разъем. Данный вид соединения обеспечивает максимальный уровень стыковки частей.
От толщины головки зависит длина блока цилиндров. Данное правило особенно применимо для W и V образных типов моторов. Так, толщина головки шатуна двигателя автомобиля W12 производства компании Audi — 13 мм.
В кривошипной головке размещается подшипник, выполненный из двух вкладышей. Они в свою очередь могут быть 2,3,4, или даже 5-ти слойными. Чаще всего используются двух или трехслойные вкладыши. Двухслойный вкладыш представляет собой металлическую пластину, обработанную специальным антифрикционным покрытием.
В трехслойных вкладышах, между стальной и антифрикционным слоями, размещается изоляционный слой.
<index>
При работе двигателя шатун принимает на себя большую нагрузку т.к. совершает самую тяжёлую работу. Шатун передаёт мощность двигателя на колёса автомобиля, тем самым обеспечивая их необходимым крутящим моментом для движения. Делает он это благодаря возвратно-поступательному движению коленчатого вала и поршня.










Несмотря на то, что на всех двигателях шатуны выполняют одну и ту же работу — устроены они везде по разному. В первую очередь это зависит от типа двигателя: бензиновый или дизельный. Так же немаловажную роль играет компоновка двигателя: V-образная или рядная.
Для улучшения работы и снижения веса конструкторы стараются видоизменять шатуны и делать их более лёгкими, при этом сохраняя или даже увеличивая их заводскую прочность. Однако, проблема заключается в том, что, например, для дизельных двигателей шатуны всегда будут тяжелее, чем для бензиновых. Это обусловлено принципом работы самого ДВС.
Теперь давайте разберёмся из каких же составляющих состоит шатун двигателя внутреннего сгорания. В нём есть 3 основные детали: верхняя головка, стержень, нижняя головка. Верхняя головка имеет меньший диаметр и соединяется со стержнем поршневым пальцем. Соединение головки большего диаметра (кривошипной) происходит с помощью шейки коленчатого вала. Так у шатуна есть крышка, которая расположена в нижней головке и болты, закрепляющие её.
Подшипники скольжения очень тонкие и через отверстие в коленвале, которые сделаны на шатунных шейках, на них подаётся масло, под давлением создаётся масляная плёнка, в результате чего происходит скольжение между частицами масла.
Следующая важная деталь, о которой следует рассказать — это поршень. Он принимает на себя давление газов и дальше передаёт это усилие через шатун на коленчатый вал. В целом поршень — очень сложная техническая деталь, выполненная из алюминиевого сплава. Поршень должен быть очень прочным и лёгким, при этом при высоких температурах он не должен расширяться.
Диаметр поршня имеет немного меньший диаметр, чем цилиндр. Сделано это для того чтобы между стенками могло проходить масло и при этом не было трения металла об металл.
Поршневые кольца устанавливаются в специальные канавки в поршне и служат для уплотнения поршня с цилиндром. Сами кольца могут быть компрессионными и маслосъёмными. Компрессионных колец обычно два и они не дают газам прорываться, а маслосъёмное кольцо снимает масло со стенок цилиндров. Диаметр колец немного больше диаметра цилиндра, для лучшего уплотнения.
Q – фактор
На велосипеде для повышения эффективности педалирования нужно учитывать расстояние между плоскостями, в которых вращаются концы шатунов, то есть Q-фактор. Проверено на стенде, что при правильно выбранном Q-факторе человек развивает на 4% больше мощности, чем при поставленных с наклоном ногах.
Так устроено природой, что коленные суставы человека не могут нести длительные нагрузки, если ноги не находятся близко друг к другу. Наибольшее давление ногой можно сделать, когда вектор прикладываемой силы находится точно под углом 90 градусов к поверхности.
С появлением внедорожных велосипедов, чтобы вставить широкую покрышку, пришлось раздвигать перья заднего треугольника рамы. С уменьшением свободного зазора понадобилось сделать шатун для педали изогнутым, иначе он бы бил по раме. Поэтому на всех горных велосипедах Q-фактор завышен.
От природы или по другим причинам ноги у людей разные: искривленные в коленях или прямые, суженные у таза или выгнутые в стороны. Например, у женщин кости таза от рождения шире, чем у мужчин. Учесть анатомическую неповторимость каждого при массовом производстве велосипедов невозможно, а для профессиональных спортсменов подобрать индивидуально Q-фактор вполне реально.
Устройство поршня
Рассмотрим каждый компонент подробнее.
Днище поршня
Форма днища зависит от типа двигателя, особенностей камеры сгорания и многих других факторов. Поршень может иметь плоское, вогнутое или выпуклое днище.
Детали с плоским днищем наиболее просты в производстве, используются как в бензиновых, так и дизельных двигателях вихрекамерного и предкамерного типа.
Поршни с вогнутым днищем свойственны для дизельных двигателей. Они обеспечивает более эффективную работу камеры сгорания, однако способствуют большему образованию отложений при сгорании топлива.
Выпуклая форма днища улучшает производительность поршня, но при этом снижает эффективность процесса сгорания топливной смеси в камере.
Днище поршня принимает на себя основную термонагрузку, в связи с чем имеет самую большую, по сравнению с другими деталями, толщину: 7-9 мм в обычных бензиновых двигателях, 11 мм – в турбомоторах, 10-16 мм – в дизельных двигателях.
Существуют также автомобили, в которых установлены поршни с толщиной днища меньше стандартной – например, в некоторых моделях Honda она составляет всего 5,5-6 мм.
Уплотняющая часть
К уплотняющей части поршня относятся поршневые кольца, установленные в специальных канавках. В большинстве современных двигателей используется три кольца – одно маслосъемное и два компрессионных.
Маслосъемные кольца, как следует из названия, предназначены для удаления излишков масла со стенок цилиндра и предотвращения их попадания в камеру сгорания. Для этих целей служат сквозные отверстия, расположенные по периметру кольца.
Сквозь них масло поступает внутрь поршня, а затем отводится в поддон картера двигателя.
Компрессионные кольца предотвращают попадание отработавших газов из камеры сгорания в картер. По форме они могут быть трапециевидными, коническими или бочкообразными. Некоторые виды колец оснащены пружинным расширителем.
Наибольшие нагрузки воспринимает первое (верхнее) компрессионное кольцо, поэтому для увеличения ресурса данной детали ее канавку укрепляют при помощи стальной вставки.
Качество колец имеет огромное значение для уплотнения поршня. В этом отношении чугунные маслосъемные кольца намного надежнее составных, так как при их установке возникает меньше ошибок.
Направляющая часть
Направляющая (тронковую) часть поршня называют юбкой. С внутренней стороны она имеет бобышки, в которых находится отверстие под поршневой палец.
Нижняя кромка юбки предназначена для расточки и подгонки поршня. На ней имеется специальный буртик, с внутренней стороны которого в процессе механической обработки снимается часть металла.
В местах отверстий под поршневой палец с наружной части юбки вырезаются специальные углубления, вследствие чего стенки этих зон не взаимодействуют со стенками цилиндра, образуя так называемые «холодильники».
Стенки юбки предназначены для восприятия бокового давления. Естественно, что трение поршня о стенки цилиндра и нагрев обеих деталей при этом увеличивается.
Чтобы обеспечить свободное перемещение поршня в цилиндре, между юбкой и стенками гильзы предусмотрен зазор. Его величина зависит от линейного расширения металла поршня и цилиндра при нормальной работе двигателя. При слишком маленьком зазоре возникает перегрев, грозящий образованием задиров на поверхностях и заклиниванием поршня в цилиндре. Большой зазор также не рекомендован, так как поршень при этом не выполняет своих уплотняющих свойств.
Многие автопроизводители еще на этапе производства поршней наносят на юбки специальные антифрикционные покрытия. Это позволяет защитить их поверхности от преждевременного износа и облегчить приработку.
Данное покрытие эффективно снижает износ и трение, предотвращает скачкообразное движение сопряженных поверхностей, появление на них задиров и заклинивание поршня в цилиндре.
Средство устойчиво к длительному воздействию моторного масла, сохраняет работоспособность двигателя в режиме масляного голодания.
Полимеризация покрытия MODENGY Для деталей ДВС возможна как при комнатной температуре (за 12 часов), так и при нагреве до +200 °С (за 20 минут).
Удобная аэрозольная упаковка с тщательно настроенными параметрами распыления упрощает процесс нанесения состава.
Перед использованием покрытия производитель рекомендует провести предварительную подготовку деталей Специальным очистителем-активатором MODENGY. Это гарантирует отличную адгезию материала и его долговременную работу.









MODENGY Для деталей ДВС и Специальный очиститель-активатор MODENGY доступны в одном наборе. Поэтапное использование этих средств не требует особых навыков и дополнительного оборудования.
Способы крепления на валу каретки
1. Клиновидный штифт — многим знакомая деталь у старых велосипедов, сейчас встречается разве что на детских двухколёсниках.
2. Квадратный торец вала — это традиционный способ крепления, при котором оба шатуна фиксируются на скошенных незаметным клином плоскостях квадратного сечения. Подтяжка на клине происходит при помощи винта или гайки, которые вкручиваются в концы вала. Места соединения всегда закрываются пластмассовым пыльником.
Этот тип крепления применяется на старых или недорогих велосипедах: шатуны к квадратному профилю вала притянуты гайкой
Такой тип крепления можно заметить на оборудовании Shimano Deore, Alivio, Acera велосипедов средней ценовой категории: шатуны затянуты болтом с головкой под шестигранник на 8
Часто встречается и такой способ крепления, отличающийся от предыдущего тем, что болт, который вворачивается в торец вала, сделан под накидной ключ на 15
3. Шестигранный торец вала — также делается со скосом для заклинивания надеваемого шатуна.
4. Шлицевое соединение — это стандарт OctaLink: вал каретки сделан со сквозным отверстием по оси, но имеет увеличенный диаметр; торцы вала круглой формы с восьмью выступами; шатуны притягиваются большим полым болтом под шестигранник на 10; снаружи соединение закрывается пыльником. Традиционный съёмник для разборки этого соединения применить не получится, ведь ему не во что будет упереться.
 Крепление шатунов по стандарту OctaLink на дорогом горном велосипеде, в частности у оборудования Shimano Deore LX/XT и XTR
Крепление шатунов по стандарту OctaLink на дорогом горном велосипеде, в частности у оборудования Shimano Deore LX/XT и XTR
Какое крепление лучше?
Давайте сравним между собой принципы крепления и разберемся, какой и них предпочтительнее.
| Тип крепления | Плюсы | Минусы |
| Клин | · Недорогой и простой механизм | · Низкая надежность соединения |
| Под квадрат | · Универсальная недорогая и удобная конструкция, слабый износ элементов | · Невысокая надежность и малая жесткость |
| Шлиц | · Высокая жесткость, длительный срок эксплуатации | Не универсальное крепление |
| Интегрированное с осью | · Высокие показатели жесткости и передачи усилия | · Высокая цена, средняя продолжительность эксплуатации |
Размеры шатунов
Крепление звездочек
Существуют 4 вида интервалов крепления звезд
| Название стандарта | Количество винтов | Расстояние |
| Паук на пять отверстий | 5 | 110 / 74 мм. |
| Микро | 5 | 94 / 58 мм. |
| Стандарт MTB | 4 | 104 / 64 мм. |
| Стандарт Шоссе | 5 | 130 мм. |
Важно запомнить, что кроме стандартных, существует больше количество звезд с нестандартным способам монтажа и уникальными интервалами между отверстиями для крепежа. Это, конечно, усложняет работу с элементами
При покупке новой звезды для замены убедитесь в ее полном совпадении с предыдущей деталью. Замерьте и запишите расстояние между крепежными болтами.

Материал изготовления шатунов
Практически все шатуны изготавливаются из алюминия. Дорогие модели могут использовать невероятное прочное и легкое углеродно-композитное волокно. Также модели высшего сегмента используют алюминиевую ковку. Это повышает жесткость конструкции благодаря улучшению структуры самого материала. Качественные шатуны и звезды изготавливаются с применением числового программного управления. Использование ЧПУ обеспечивает высокий уровень качества готового продукта. Встречаются также модели из стали и карбона.
Шатуны для моделей BMX
Для катания в стиле BMX разработаны особые шатуны, отличающиеся, например, от шатунов горного велосипеда. Примером может служить модель United Supreme v3, изготовленная специально для BMX катания.
Рекомендуем:
 Сколько стоит полис АвтоКАСКО (как рассчитать стоимость КАСКО)
Сколько стоит полис АвтоКАСКО (как рассчитать стоимость КАСКО)
 Китайский поршень в японский цилиндр
Китайский поршень в японский цилиндр
 Поршневые пальцы
Поршневые пальцы
 Что такое гидроудар двигателя
Что такое гидроудар двигателя
 Причины заклинивания автомобильного двигателя
Причины заклинивания автомобильного двигателя
 Форсирование двигателя — основы форсирования ДВС
Форсирование двигателя — основы форсирования ДВС
 Прогорела прокладка головки блока цилиндров: симптомы неисправности
Прогорела прокладка головки блока цилиндров: симптомы неисправности
 БЦ
БЦ
 Обкатка двигателя после замены поршневых колец
Обкатка двигателя после замены поршневых колец
 Что такое форсированный двигатель
Что такое форсированный двигатель